

2. Формоизменяющие операции лш
2.1. Классификация формоизменяющих операций лш
Формоизменяющие операции предназначены для необратимого изменения формы и размеров заготовок, полученных из листа, полосы или пространственных тонкостенных полуфабрикатов (в том числе отрезков труб). В отличии от разделительных операций заготовки деформируют пластически, но до разрушения не доводят . Их схемы приведены в табл.2.1. Схемы формоизменяющих операций листовой штамповки и их определения даны по ГОСТ 18970 – 84.
Таблица 2.1.
Термин и его определение |
Схемы операций
|
Гибка – образование или изменение углов между частями заготовки или придание криволинейной формы. |
|
Закатка – образование закругленных бортов на краях полой заготовки.
|
|
Завивка – образование закруглений на концах плоской заготовки или заготовки из проволоки |
|
Вытяжка – образование полой заготовки или изделия из плоской или полой исходной заготовки.
|
|
Отбортовка – образование борта по внутреннему контуру заготовки.
|
|
Раздача – увеличение размеров поперечного сечения части полой заготовки.
|
|
Обжим в штампе – уменьшение размеров поперечного сечения части полой заготовки.
|
|
Обтяжка – образование заготовки заданной формы приложением растягивающих усилий к ее краям. |
|
Рельефная формовка – образование рельефа в листовой заготовке за счет местных растяжений без обусловленного измерения толщены стойки.
|
|
Правка давлением – устранение искажений формы заготовки, уменьшение радиусов сопряжений отдельных участков заготовки.
|
|
2.2. Основные способы гибки
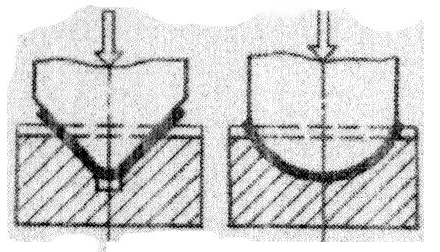
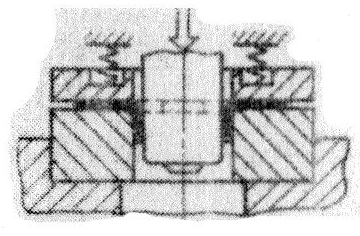
На рис. 2.1. дана схема одноугловой гибки.
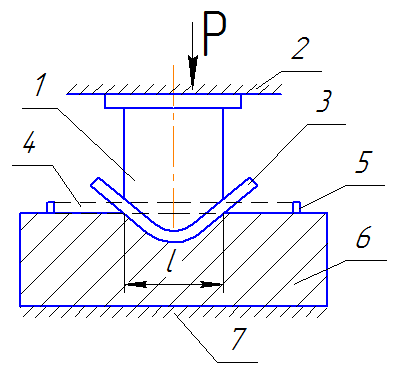
Рис.2.1. Cхема одноугловой гибки:
1 - пуансон; 2 - верхняя плита штампа; 3 - штампованная деталь; 4 - исходная заготовка; 5 - упоры (фиксаторы); 6 - матрица; 7 - нижняя плита штампа; l - расстояние между опорами
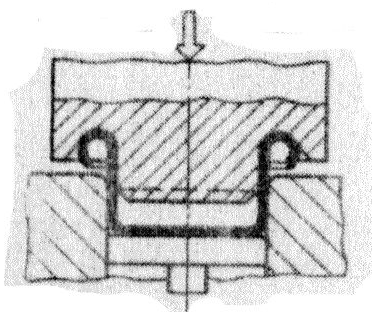
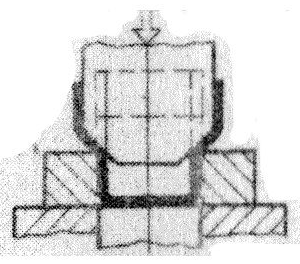
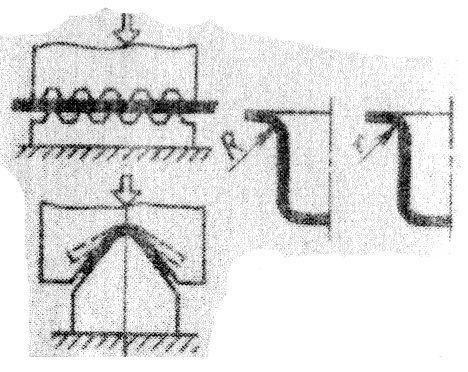
На рис. 2.2. дана схема двухугловой гибки.

Рис.2.2. Схема двухугловой гибки:
1 - пружина; 2 - толкатель; 3 – выталкиватель; зазор z = (1.1, …, 1.2)s
В процессе гибки выталкиватель играет роль прижима. Пружины или толкатели приводят в действие выталкиватель (ставят или пружины или толкатели). Толкатель, в свою очередь, приводится в действие (т.е. перемещается вверх) пневмоподушкой пресса. Этот узел расположен под столом пресса.
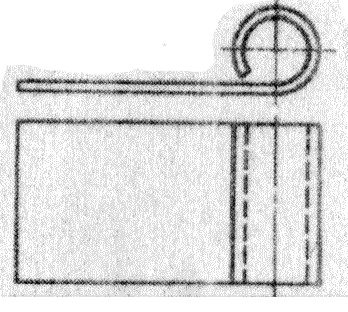
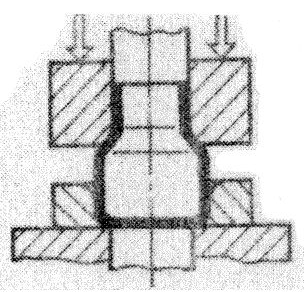
На рис. 2.3. дана схема z – образной гибки.
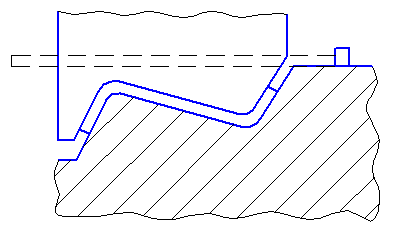
Рис.2.3. Схема z – образной гибки
Гибка выполняется на кривошипных и гидравлических прессах, валковых листогибочных машинах, специальных профилегибочных машинах для гибки с растяжением, а также на универсально – гибочных автоматах.
В машиностроении наиболее широко выполняют гибку в штампах, установленных на кривошипных прессах.
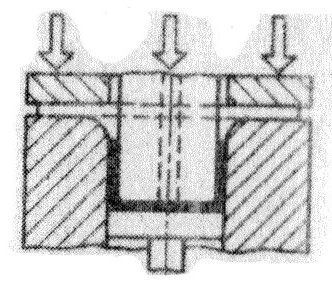
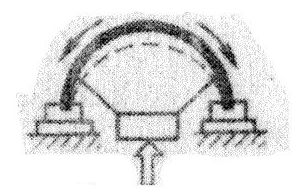
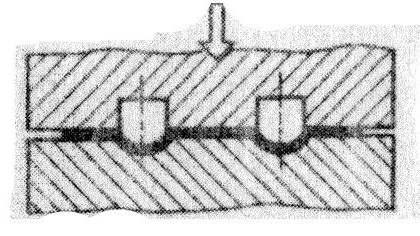
Отметим, что многоугловая гибка (см. рис. 2.4) выполняется за несколько операций. На рисунке показано поперечное сечение детали. За одну операцию получить нельзя – металл порвется из-за сложной схемы течения металла и действия растягивающих напряжений.
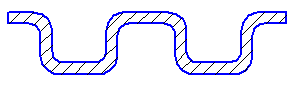
Рис.2.4. Схема поперечного сечения детали при многоугловой гибке