

1.13. Показатели эффективности раскроя листового проката
В себестоимости продукции ЛШ затраты на материал составляет 50-70%. Подсчитано, что каждый процент уменьшения массы отходов позволяет снизить себестоимость штампованной детали на 0,4-0,5%.
Раскрой – это отыскание наиболее эффективного размещения заготовок
(или плоских деталей) в листе (полосе, ленте), относительно друг друга и кромок листового проката (ГОСТ 18970-84).
В качестве исходного материала может использоваться лист, рулон или лента. Лист разрезают на карты или полосы. Карта - плоская заготовка, из которой получают одну деталь.
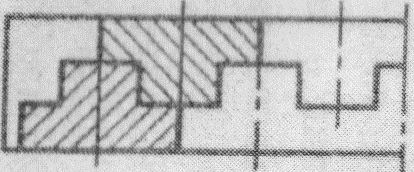
Рулон разрезают на листы, карты, полосы, ленты. Из ленты обычно сразу вырубаются заготовки. Пример раскроя листа показан на рис. 1.25.
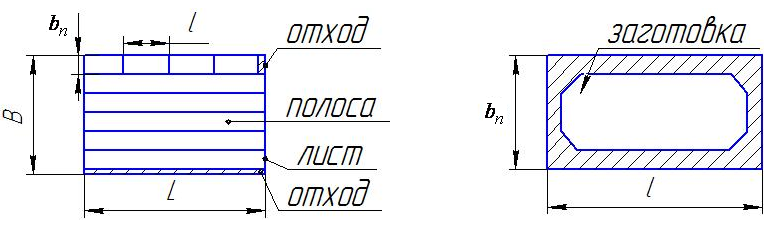
Рис.1.25. Схема раскроя листа
Заготовка используется для дальнейших формоизменяющих операций (гибка, вытяжка). Вместо заготовки из карты или полосы может сразу вырубаться деталь.
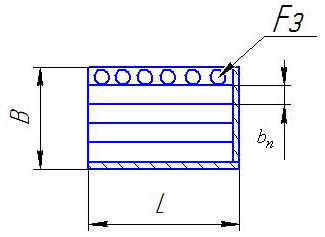
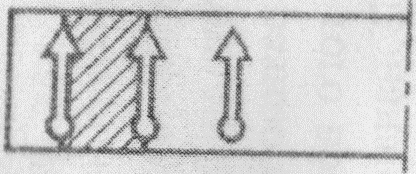
Рис.1.26. Схема расположения заготовок в полосе при продольном раскрое
Эффективность раскроя оценивается коэффициентом раскроя:
![]()
где
![]() -
общее количество заготовок из листа;
-
общее количество заготовок из листа;
![]() - площадь листа;
- площадь листа;
![]() -
площадь заготовки.
Коэффициент
-
площадь заготовки.
Коэффициент
![]() может быть и в %. Тогда предыдущую формулу
умножить на 100%.
может быть и в %. Тогда предыдущую формулу
умножить на 100%.
Можно
отдельно рассчитывать коэффициент
раскроя листа
![]() и полосы
и полосы
![]() :
:
![]()
где
![]() - количество полос в листе;
- количество полос в листе;
![]() - площадь полосы (
- площадь полосы (![]() ,
продольный раскрой листа на полосы);
,
продольный раскрой листа на полосы);
![]()
![]() -
количество заготовок в полосе;
-
количество заготовок в полосе;
![]()
![]()
Значения
и
рассчитываются по-разному в зависимости
от вида раскроя. Например, при продольном
раскрое
![]() ;
;
![]() .
Здесь Ш
– шаг штамповки; Ш
= D
+ a,
где D
–
диаметр заготовки, a
–
междетальная перемычка.
.
Здесь Ш
– шаг штамповки; Ш
= D
+ a,
где D
–
диаметр заготовки, a
–
междетальная перемычка.
Норма
расхода (N)
– это масса металла, идущего на
изготовление детали. Размерность
![]()

где
![]() - масса листа, кг;
- масса листа, кг;
![]() и
и
![]() – ширина и длина листа, м;
– ширина и длина листа, м;
![]() - толщина листа, м;
- толщина листа, м;
![]() - плотность металла, кг/м3;
- плотность металла, кг/м3;
![]() - количество деталей, получаемых из
листа. Обычно
- количество деталей, получаемых из
листа. Обычно
![]()
Коэффициент использования металла:
![]()
где
![]() - масса готовой детали (после выполнения
всех операций, в том числе заключительных:
пробивка отверстия, обрезка припуска);
- масса готовой детали (после выполнения
всех операций, в том числе заключительных:
пробивка отверстия, обрезка припуска);
![]()
![]() – площадь
детали.
рассчитывается путем приведения чертежа
детали к средней линии и разбиения ее
на простые фигуры (см. рис. 1.27).
– площадь
детали.
рассчитывается путем приведения чертежа
детали к средней линии и разбиения ее
на простые фигуры (см. рис. 1.27).
Всегда
![]() .
.
Пример. Лист режется на полосы, из полосы вырубается круглая заготовка, вытяжка стакана, пробивка дна.
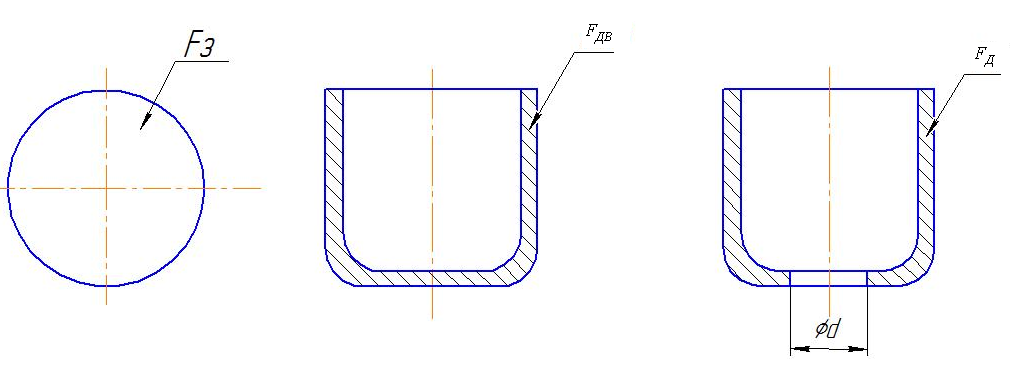
Рис.1.27. Схема операций при вырубке, вытяжке и пробивке
![]() и
и
![]() – площади детали после вытяжки и готовой
детали;
– площади детали после вытяжки и готовой
детали;
![]()
![]() .
.
1.14. Виды раскроя
Раскрой листа на полосы может быть (рис. 1.28): продольный (а), поперечный (б), комбинированный (в).
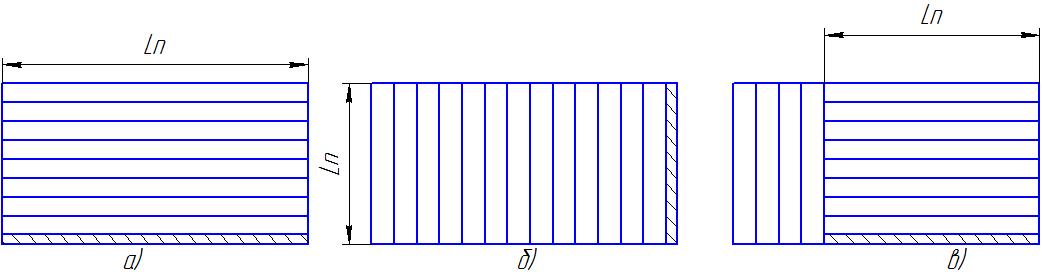
Рис.1.28. Схемы раскроя листа на полосы
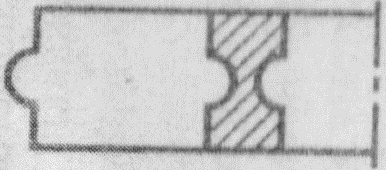
Раскрой полосы на заготовки может быть (рис. 1.29): с отходами (а), малоотходный (б), безотходный (в).
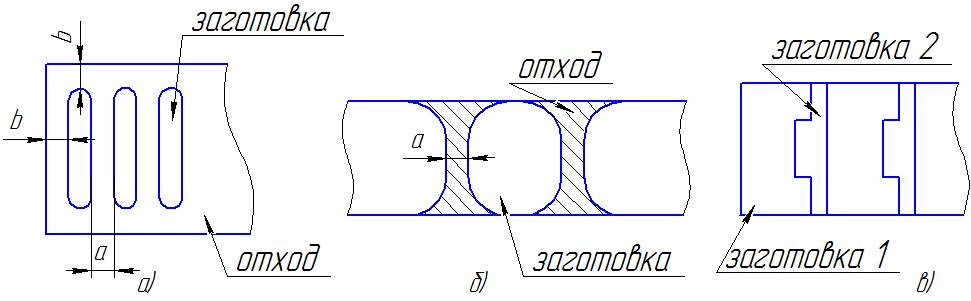
Рис. 1.29. Виды раскроя полосы на заготовки
При раскрое с отходами есть междетальная перемычка а и боковая перемычка b; b ≈ (1,2…1,3) а; а и b = ƒ(s, σв); эти перемычки назначаются по таблицам из справочников. Также а и b зависят от абсолютного размера детали и ее конфигурации. Перемычки компенсируют неточность подачи и обеспечивают жесткость отхода. В основном применяют раскрой с отходами.
Малоотходный раскрой характеризуется отсутствием боковых перемычек. Безотходный раскрой применяют при отрезке заготовок, контур которых сопрягается друг с другом. При малоотходном и безотходном раскроях ниже стойкость инструмента.
Таблица 1.1
Виды раскроя
Тип раскроя |
С отходами |
Малоотходный и безотходный |
Тип детали (заготовки) |
|
а |
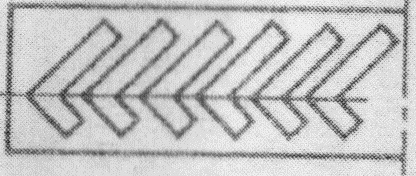
Прямой
|
|
|
С вытянутой осью |
б |
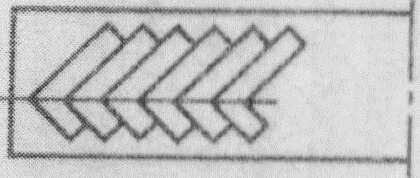
Наклонный
|
|
|
Г – образные |
в |
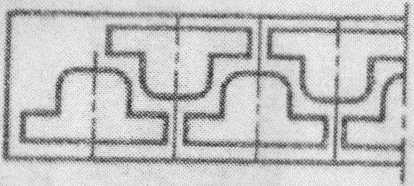
Встречный
|
|
|
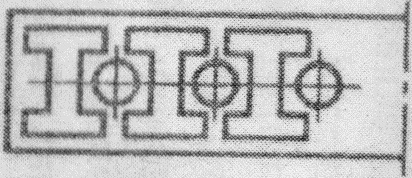
Т и Ш – образные |
г |
Комбинированный
|
|
|
Разной формы, одинаковой толщины |
д |
Многорядный
|
|
|
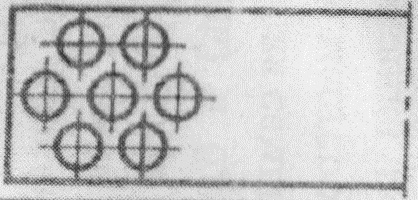
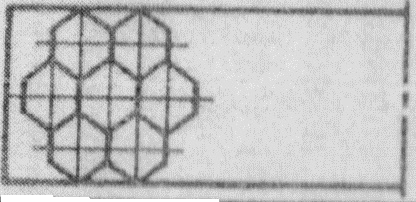
Круглые, шестигранные и др. |
е |
С вырезкой перемычек |
|
|
Узкие (стрелки и др.), удлиненные |



При
вырубке круглых заготовок из полосы с
отходами в случае однорядного раскроя
![]() ≈
78 % (это потери только при вырубке
заготовок, а есть еще потери при резке
листа на полосы.). При шахматном раскрое
(пример д в таблице (с отходами))
≈
90 %.
≈
78 % (это потери только при вырубке
заготовок, а есть еще потери при резке
листа на полосы.). При шахматном раскрое
(пример д в таблице (с отходами))
≈
90 %.