

1.6. Отрезка на дисковых ножницах
Отрезку на дисковых ножницах осуществляют двумя ножами равного диаметра, вращающимися в разных направлениях с одинаковой окружной скоростью. Ножи устанавливают с перекрытием рабочих кромок на величину а = (0,2…0,4)s (см. рис. 1.16).
При определенном диаметре ножей D ножницы не только отрезают металл, но захватывают и тянут его. Поэтому длина отрезаемых полос может быть любой (например, несколько сотен метров).
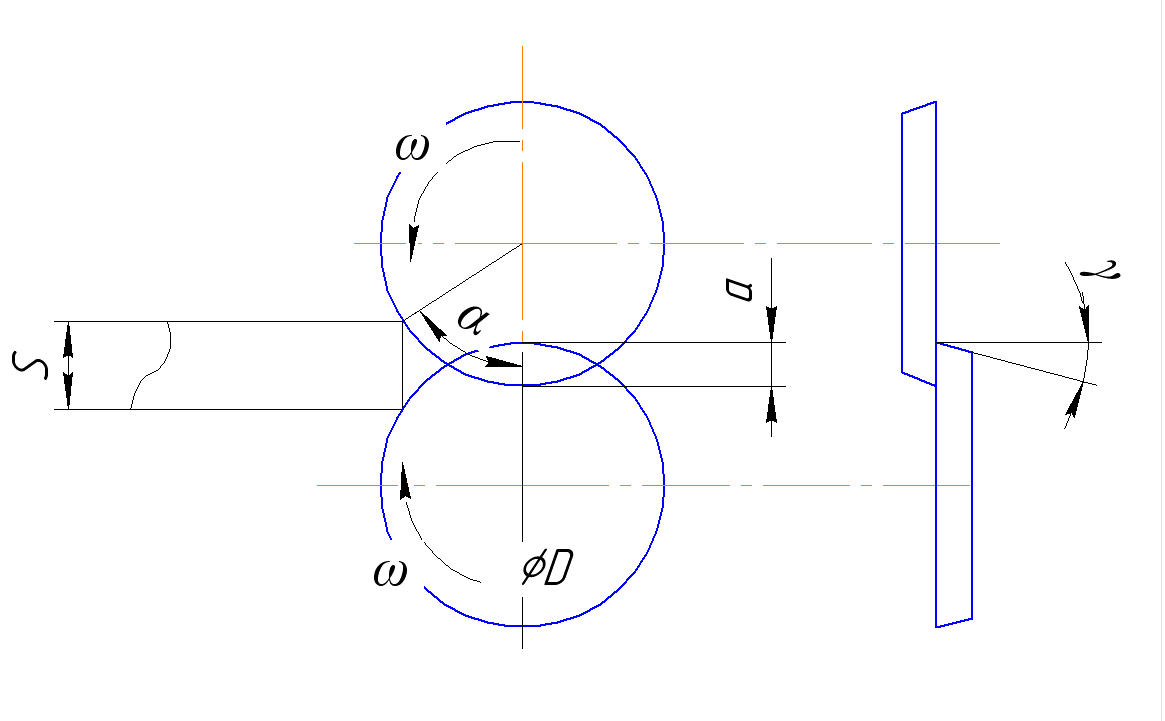
Рис. 1.16. Схема отрезки на дисковых ножницах (диаметр D показать побольше)
Захват полосы ножом выполняется при условии Тг > Nг (см. рис. 1.17).
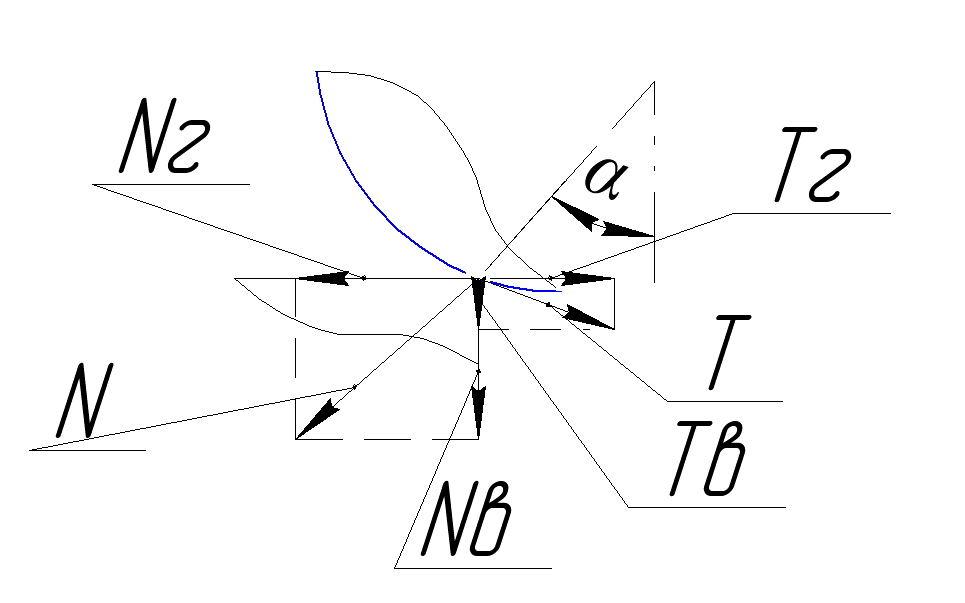
Рис. 1.17. Схема действия сил при захвате полосы на дисковых ножницах
(Т
и N
должны быть под углом 90 град; вращен.
ножа
![]() стрелка должна быть; слишком мал диаметр
ножа; угол α велик)
стрелка должна быть; слишком мал диаметр
ножа; угол α велик)
На
рис. 1.17 приведены следующие обозначения:
N
– нормальная сила; Т – сила трения; β
– угол трения; μ = tg
![]() .
.
По закону Кулона Т = μ*N. Чтобы происходил захват, должно быть α < β. Здесь α – угол захвата. Исходя из этих положений, можно вывести, что D >=40s.
При μ = 0,15 диаметр D = (45…55)s. Угол захвата α не должен превышать 14˚. Усилие отрезки: P = f(s, τcp, D, α, к), к = 1,1…1,3.
Дисковые ножницы могут быть двухдисковые или многодисковые (имеют несколько пар ножей). На многодисковых ножницах одновременно можно разрезать рулонную сталь на несколько лент одинаковой или разной ширины.
1.7. Разделительные операции в штампах
Основные операции – вырубка, пробивка, обрезка.
Вырубка – полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем сдвига (отделенная часть – изделие)
Пробивка – образование отверстия или паза путем сдвига с удалением отделенной части металла в отход.
Вырубкой и пробивкой получают плоские детали из листа. Получают также заготовки, используемые для изготовления пространственных деталей гибкой, вытяжкой, отбортовкой и другими формоизменяющими операциями. Вырубку и пробивку выполняют в штампах (рис. 1.18), рабочие органы которых (пуансон 1и матрица 2) установлены с определенным зазором z. Лист или полосу 7 устанавливают на матрицу 3, имеющую острые кромки. Пуансон 1, опускаясь вместе с верхней частью штампа, надавливает на лист. При этом происходит относительное смещение металла в матрицу, заканчивающееся разрушением, т.е. вырубкой или пробивкой. Отделенная часть металла проваливается в отверстие в матрице, а отход при ходе пуансона вверх, снимается с него съемником 2.
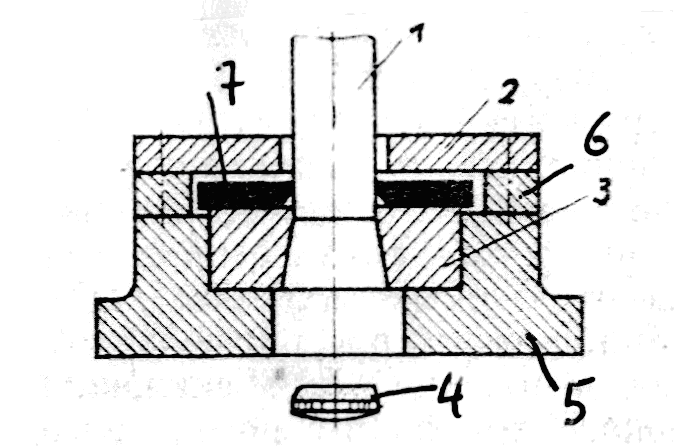
Рис.1. 18. Схема штампа для вырубки и пробивки:
1-пуансон; 2- съемник; 3- матрица; 4- вырубленное изделие; 5- нижняя плита; 6- кольцо; 7- полоса (исходная заготовка; после вырубки – отход)
На рис. 1.19 показаны укрупнено пуансон, полоса и матрица.
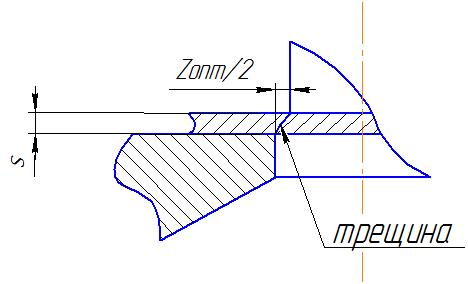
Рис.1.19. Схема полосы, пуансона и матрицы в увеличенном масштабе
При оптимальном зазоре Zопт трещины от пуансона и матрицы сойдутся в одном месте. Сначала происходит пластическое внедрение (со сдвигом) пуансона и матрицы в заготовку; потом образование трещин и хрупкий скол.
Zопт
=
f
( S0;
![]() В
).
В
).
Двусторонний
( или диаметральный ) зазор: Zопт
=
Z
![]() ( 0,06 … 0,1) S.
Чем
мягче материал ( меньше
( 0,06 … 0,1) S.
Чем
мягче материал ( меньше
![]() В
), тем менше зазор. Усилие вырубки –
пробивки:
В
), тем менше зазор. Усилие вырубки –
пробивки:
P
= k∙Fср∙![]() ср
,
ср
,
где Fср – площадь среза; если вырубка – пробивка круглого контура
![]() .
В общем случае Fcp
= L∙S,
где L
– длина линии реза. Коэффициент k
= 1,1 … 1,3.
.
В общем случае Fcp
= L∙S,
где L
– длина линии реза. Коэффициент k
= 1,1 … 1,3.
Усилие съема отхода с пуансона: Pc= 0,06∙P. Усилие проталкивания металла через матрицу: Рпр = 0,12∙Р.
Точность при вырубке и пробивке зависит от следующих факторов:
1. состояние штампа;
2. свойства металла заготовки;
3. толщина металла;
4. абсолютные размеры детали;
5. структура технологического процесса;
5. тип штампа;
7. оборудование;
8. квалификация штамповщика. Подчеркнуты наиболее важные факторы.