1.4. Электромагнитное перемешивание металла
В восстановительный период плавки скорости процессов раскисления и десульфурации металла зависят от скорости диффузии продуктов раскисления сернистого железа в шлак, которая в свою очередь является функцией среднего пути частиц окислов и сернистого железа до поверхности шлака., т. е. глубины ванны, а следовательно, и емкости печи. Эти скорости можно существенно повысить, заставив металл в ванне циркулировать так, чтобы нижние слои металла перемещались к слою шлака. Такая вертикальная циркуляция желательна и для выравнивания температур жидкого металла в ванне. Так как тепло выделяется дугами у поверхности ванны, верхние слои металла перегреваются по сравнению с нижними тем больше, чем глубже ванна. В крупных печах температурный перепад по глубине ванны может превышать 100°С. Наконец, направленная циркуляция металла облегчает равномерное распределение легирующих в его толще, что особенно важно при выплавке высоколегированных сталей.
Естественное перемешивание металла, вызванное «кипом», ослабевает к концу окислительного периода и прекращается в период восстановления. Теплового перемешивания в ванне практически нет, так как горячие слои металла находятся наверху у ее поверхности. Поэтому в малых печах металл перемешивают вручную. В печах емкостью 20 т и более ручное перемешивание требует слишком много усилий и времени и часто не дает нужного результата. Поэтому предпринимались многочисленные попытки организовать искусственное перемешивание жидкого металла ванны: мешалками, переливом металла в ковш и обратно в печь, продувкой металла газами, введением в ванну металлического кальция, пары которого, выделяясь, перемешивают металл, и, наконец, электромагнитным перемешиванием. Все эти способы оказались непрактичными и экономически невыгодными, и лишь последний из них получил распространение.
Электромагнитное перемешивание ванны в дуговой печи в целях ускорения реакций было впервые предложено в СССР в 1928 г. Л.И.Морозенским, установившим по окружности кожуха печи три (или шесть) катушки, питаемые трехфазным током промышленной частоты и создающие в горизонтальной плоскости вращающееся магнитное поле. Это поле наводит в жидкой ванне токи, взаимодействие которых с полем вызывает механические силы, приводящие металл во вращение в направлении движения поля, аналогично тому, как это имеет место в асинхронном двигателе с массивным ротором. Помимо основного вращения металла в горизонтальной плоскости, по идее автора, должны были возникать вихревые движения (в частности, в результате воздействия растекающихся в металле токов дуг), обеспечивающие и вертикальное перемещение металла.
Расчеты автора были подтверждены экспериментально на опытной печи емкостью 0,5 т, на которой было достигнуто ускорение обезуглероживания, дефосфорации и десульфуризации металла. Однако при переносе опытов на большие промышленные печи этого эффекта получить не удалось, несмотря на то, что мощность катушек доводилась до 20 % мощности печи. Причина заключалась в неудачном выборе направления движения металла (в горизонтальной плоскости) и в неправильном выборе частоты. На частоте 50 Гц, примененной Л. И. Морозенским, глубина проникновения тока в металле равна всего 7–8 см.
Чтобы
возникающие силы были достаточно
велики, необходимо, чтобы
глубина проникновения тока в металл
приближалась к половине глубины
ванны. В крупных печах она
равна около 1 м, и частота тока питания
устройства здесь должна быть
равной 1,5–0,5 Гц, исходя из выражения для
глубины проникновения тока в металл
![]() .
.
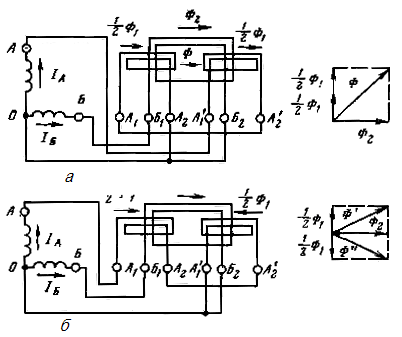
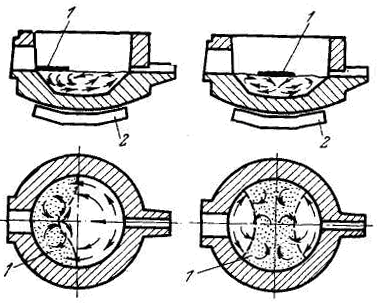
Применение пониженной частоты для питания перемешивателя металла в дуговой сталеплавильной печи было впервые предложено фирмой ASEA (Швеция) в 1939 г. Был разработан двухфазный статор, представляющий собой плоский магнитопровод, устанавливаемый под днищем печи, выполненным из немагнитной стали. Закрепленные в магнитопроводе катушки питаются двухфазным током пониженной частоты и создают бегущее поле, которое наводит токи в металле. Взаимодействие этих токов с полем вызывает движение металла. Катушки выполняются в виде наружной и внутренней; наружная состоит из двух частей, которые можно включать согласно или встречно. При согласном включении половин внешней катушки образуется бегущее поле (рис. 1.19, а), вызывающее движение металла в нижней части от рабочего окна к летке (рис. 1.20, а); в результате верхние слои металла будут двигаться от летки к рабочему окну, увлекая за собой шлак. Это используется для скачивания шлака; при наклоне печи в сторону рабочего окна шлак подходит к окну и сам перетекает через порог в шлаковницу, избавляя персонал от тяжелого ручного труда. При встречном включении катушек (рис. 1.19, б) образуется так называемое расходящееся поле, вызывающее интенсивное перемешивание металла (рис. 1.20, б).
Электромагнитные перемешиватели устанавливаются на отечественных печах емкостью 25 т и выше и питаются от электромашинных источников пониженной частоты, состоящих из нескольких машин (два генератора пониженной частоты, приводной синхронный двигатель с возбудителем, генератор постоянного тока), весьма громоздких и дорогих. В настоящее время ведутся работы по созданию тиристорных преобразователей частоты, пригодных для питания перемешивателей. Неясной пока остается целесообразность применения перемешивателей на тех печах сверхвысокой мощности, у которых процесс рафинирования выносится из печи, так как в этом случае на долю перемешивателя остается лишь функция облегчения скачивания шлака.
|
Рис. 1.19. Схемы включения обмоток двухфазного перемешивателя:
а — «бегущее» магнитное поле; б — «расходящееся» магнитное поле
|
а б |
Рис. 1.20. Движение металла и шлака в дуговой печи при разных режимах работы перемешивателя:
а — в режиме скачивания шлака; б — в режиме перемешивания;
1 — шлак; 2 — статор |