

Б. А. Сокунов
Л. С. Гробова
Дуговое электротермическое оборудование
Федеральное агентство по образованию
«Уральский государственный технический университет – УПИ
имени первого Президента России Б.Н.Ельцина»
Б. А. Сокунов,
Л. С. Гробова
Дуговое электротермическое оборудование
Учебное пособие
Научный редактор проф., д-р техн. наук Ф. Н. Сарапулов
екатеринбург
УГТУ - УПИ
2008
УДК 669.187.2
ББК 31.391
С 59
Рецензенты:
каф. «Автоматизация технологических процессов»
Нижне-Тагильского института (филиала) УГТУ - УПИ
(зав. каф. канд. техн. наук В. А. Иванушкин);
канд. техн. наук, проф. В. С. Копырин (директор НПП «Энергия
и экология»).
Сокунов Б. А., Гробова Л. С.
С.59 ДУГОВОЕ ЭЛЕКТРОТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ: учебное пособие / Б. А. Сокунов, Л. С. Гробова. Екатеринбург: УГТУ – УПИ, 2008. 160 с.
ISBN
В учебном пособии приведен материал по электротермическому оборудованию, связанному с преобразованием электрической энергии в тепловую дуговым методом: представлена классификация дугового электротермического оборудования; рассмотрены конструктивные элементы и принцип действия дуговых печей прямого и косвенного действия, основной и кислый процессы при плавке в дуговой сталеплавильной печи (ДСП); подробно изложена методика расчета геометрических размеров ванны и электродов ДСП; приведены расчеты на примере ДСП емкостью 10 и 50 тонн; изложена методика расчета индуктивностей и взаимоиндуктивностей и реактивных сопротивлений элементов короткой сети ДСП.
Для удобства проведения расчетов студентами в пособии в качестве вспомогательного справочного материала приведены иллюстрации, графики и таблицы.
Материал данного пособия может быть использован как краткий конспект лекций по одной из частей раздела «Электротермические оборудование» дисциплины «Электротехнологические процессы и установки» для студентов очной и заочной форм обучения по специальностям 140605 – Электротехнологические установки и системы и 140610 – Электрооборудование и электрохозяйство предприятий, организаций и учреждений.
Библиогр.: 21 назв. Рис. 43. Табл. 17.
ISBN Уральский государственный
технический университет–УПИ, 2008
Введение
В дуговых электрических печах превращение электрической энергии в тепло происходит в основном в электрическом разряде, протекающем в газовой или паровой среде. В таком разряде можно сосредоточить в сравнительно небольших объемах очень большие мощности и получить очень высокие температуры. При этом в камере печи возникают резкие температурные перепады, и поэтому в ней невозможно получить равномерное распределение температуры и достичь равномерного нагрева материалов или изделий. По этой же причине здесь затруднительно обеспечить точное регулирование температуры нагрева и, следовательно, проводить термическую обработку. Для плавки же материалов, в особенности металлов, дуговая печь очень удобна, так как высокая концентрация энергии позволяет быстро проводить расплавление. Дуговые устройства удобны также для проведения высокотемпературных химических реакций в жидкой или газовой фазе и подогрева газа. Во всех этих случаях неравномерность нагрева не играет роли, так как благодаря теплопроводности и конвекции в жидкой ванне или газовом потоке температура довольно быстро выравнивается [1 - 19].
Кроме собственно дуговых печей, в которых практически все тепло выделяется в электрическом разряде, существуют печи смешанного действия, в которых обрабатываются материалы со значительным удельным электрическим сопротивлением, благодаря чему в них выделяется джоулево тепло. Такие печи можно назвать дуговыми печами сопротивления. Соотношение количества энергии, выделяемой в электрическом разряде и в виде джоулева тепла, может изменяться в зависимости от технологического процесса в широких пределах, и в печах прямого нагрева (в частности, в печах для электрошлакового переплава) оно может стать равным нулю. Такие печи являются по существу печами сопротивления, но по конструкции и по использованию они ближе к дуговым печам, и их удобнее рассматривать совместно.
Кроме того, с дуговыми печами целесообразно изучать и электронно-лучевые установки, хотя принцип действия их существенно иной.
Таким образом, классификацию дуговых электротермических установок можно представить в виде схемы на рис. 1 и разделить их на следующие группы:
1. Дуговые печи прямого действия: дуга горит между электродами и расплавляемым металлом, непосредственно нагревая металл (рис. 2, а). Очаг высокой температуры (дуга) находится около поверхности металла, испарение металла велико, особенно для металлов с низкой температурой испарения. Благодаря экранирующему действию электродов свод печи частично защищен от непосредственного излучения дуг, поэтому здесь допустимы очень большие объемные мощности и можно проводить высокотемпературные процессы.
Кольцевой
катод
Радиальные
пушки
Аксиальные
пушки
Магнетронные
пушки


Печи
электрошлакового переплава

Электронно-лучевой
нагрев
В.Ч.
плазменный
безэлектродный
нагрев
С
магнитной стабилизацией
С
газовой стабилизацией
С
расходуемым электродом
С
нерасходуемым электродом
Плазменный
нагрев
(дуга
в струе газа)
Дуговые
печи
прямого
действия
Дуговые
печи косвенного действия
С
открытой дугой (рафинировочные)
С
закрытой дугой (рудотермические)
С
дугой, горящей в шлаке (рудотермические)
Дуговые
печи
прямого
действия














Печи
прямого нагрева
Дуговые
вакуумные печи

Индукционный
и
диэлектрический нагрев
Электроэнергия
превращается в тепло в телах, помещенных
в быстропеременных магнитных или
электрических полях
Электрический
дуговой нагрев
Электроэнергия
превращается в тепло в разряде, горящем
в газовой среде
Электрический
нагрев
сопротивлением
Электроэнергия
превращается в тепло в твердых или
жидких телах за счет эффекта Джоуля
Рис. 1. Классификация установок электродугового нагрева
3
|
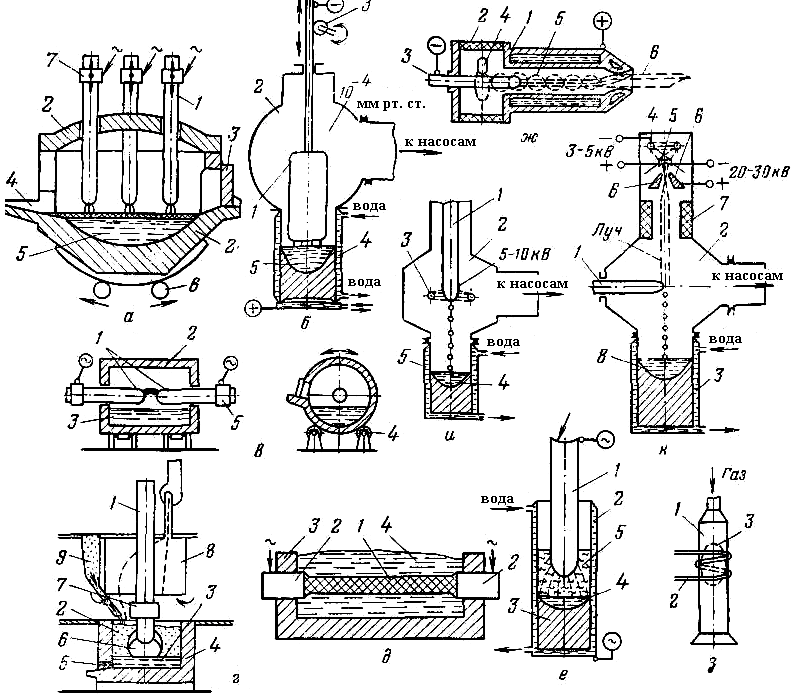
Рис. 2. Схемы дуговых печей различных типов: а — дуговая сталеплавильная печь прямого действия: 1 — электрод; 2 — футеровка; 3 — рабочая дверца; 4 — летка для выпуска жидкой стали; 5 — жидкая ванна; 6 — механизм наклона; 7 — электрододержатели; б — вакуумная дуговая печь: 1 — расплавляемый электрод; 2 — вакуумная камера; 3 — механизм перемещения электрода; 4 — кристаллизатор; 5 — жидкая ванна; в — дуговая печь косвенного действия для плавления цветных металлов: 1 — электроды; 2 — футеровка; 3 — жидкий металл; 4 — механизм наклона; 5 — электрододержатель; г — дуговая печь сопротивления: 1— электрод; 2 — шихта в печи; 3 — расплав; 4 — футеровка печи; 5 — летка; 6 - газовая полость, в которой горит дуга; 7— электрододержатель; 8 — вытяжной колпак; 9 — загрузка; д — печь для получения карборунда: 1 — керн; 2 — электроды; 3 — футеровка печи; 4 — гарниссаж; е — печь электрошлакового переплава: 1 — расходуемый электрод; 2 — кристаллизатор; 3 — слиток; 4 — жидкая металлическая ванна; 5 — шлаковая ванна; ж — дуговой плазмотрон: 1 — охлаждаемый водой корпус; 2 — изоляционная вставка; 3 — катод; 4 — впуск газа; 5 — дуга; 6 — струя плазмы; з — высокочастотный безэлектродный плазменный разряд: 1 — кварцевая труба; 2 — индуктор; 3 — зона разряда; и — электронно-лучевая установка с кольцевым катодом: 1 — расплавляемый электрод-анод; 2 — вакуумная камера; 3 — вольфрамовый катод; 4 — жидкая ванна; 5 — кристаллизатор; к — электронно-лучевая установка с аксиальной пушкой: 1 — расплавляемая заготовка; 2 — вакуумная камера; 3 — кристаллизатор; 4 — вспомогательный катод; 5 — основной катод; 6 — анод; 7 — фокусирующая луч электромагнитная линза; 8 — жидкая ванна |
Электроды в таких печах подвешены вертикально; следовательно, они работают в основном на растяжение и лишь при наклоне печи — на изгиб. Поэтому здесь можно применять сравнительно длинные графитовые электроды большого сечения, допускающие значительные рабочие токи. Дуговые печи могут быть весьма мощными и производительными и работать на трехфазном токе.
Итак, дуговые печи прямого действия — это крупные, мощные (десятки мегавольт-ампер) трехфазные печи, предназначенные для плавления металлов с высокой температурой испарения; в основном это сталеплавильные печи (ДСП). Благодаря технологическим преимуществам в печах этого типа выплавляются в виде слитков почти все специальные высоколегированные стали, а в последнее время также и многие конструкционные стали. Кроме того, в них выплавляют большую часть стального фасонного литья.
В последнее время появились вакуумные дуговые печи (ВДП) (рис. 2, б), которые также являются дуговыми печами прямого действия. В них дуга постоянного тока горит в парах переплавляемого металла при низком давлении между расходуемым электродом (расплавляемый металл) и жидкой ванной. Камера печи не имеет футеровки; стенки ее (кристаллизатор; тигель гарниссажной печи) охлаждаются водой; электрод — металлический, вертикальный, в нем можно допустить большие плотности тока и проводить в печи наиболее высокотемпературные процессы (плавка тугоплавких металлов — молибдена, вольфрама, ниобия, тантала). Кроме того, в ВДП производят вторичный переплав стали (стальных электродов) для существенного улучшения ее качества.
2. Дуговые печи косвенного действия: дуга горит между электродами, а расплавляемому металлу тепло от дуги передается излучением (иногда также конвекцией и теплопроводностью) (рис. 2, в). Здесь очаг высокой температуры (дуга) находится на некотором расстоянии от поверхности металла, поэтому угар и испарение металла намного меньше, чем в дуговых печах прямого действия. Поэтому здесь можно плавить металлы и сплавы с низкой температурой испарения, например цветные металлы и даже сплавы, содержащие цинк (латуни). Графитированные электроды расположены горизонтально или наклонно и не экранируют футеровку от излучения дуги. Более половины тепла, излучаемого дугой, сначала попадает на стенки печи и, отразившись от них, достигает расплавляемого металла. Поэтому кладка находится в очень тяжелых условиях, и в таких печах невозможно проводить процессы, требующие больших объемных мощностей и высоких температур. Электроды работают на изгиб; это ограничивает их длину и максимальный диаметр, а следовательно, и размеры печи, ее рабочий ток и максимальную мощность.
Итак, дуговые печи косвенного действия — небольшие (до 500–600 кВ·А), обычно однофазные печи, служащие для плавления металлов с температурой плавления не выше 1300–1400°С, — в основном печи для плавления цветных металлов. В них переплавляют с целью рафинирования и для фасонного литья медь и ее сплавы — бронзы, латуни и т. п. и другие цветные металлы, а также чугун для фасонного литья в небольших литейных цехах.
К дуговым печам косвенного действия можно отнести также дуговые плазменные установки и дуговые нагреватели газов. В этих установках дуга горит между электродами в потоке газа, нагревая его (рис. 2, ж). Нагретый газ может быть использован для испытательных целей, а также для проведения химических или металлургических процессов. В последнем случае одним из электродов может быть расплавляемый металл, т.е. речь будет идти о дуговой печи прямого действия. Обрабатываемый материал может вводиться и непосредственно в зону дуги (например, в установках для плазменного напыления).
Генераторы плазмы (плазмотроны) выполняют со стержневыми, трубчатыми или кольцевыми электродами, обычно охлаждаемыми водой. Они могут работать при различных давлениях газа в дуговой камере вплоть до грубого вакуума (выхлоп в вакуумную камеру). Характерным является сжатие дуги по оси газовой струи (газовая стабилизация), что обусловливает резкое увеличение температуры в канале дуги и в плазменной струе (до 10 000–15 000°С и выше). В некоторых случаях стабилизация дуги осуществляется магнитным полем.
Плазменный разряд может быть получен и на высоких частотах в ионизированной струе газа, протекающей в высокочастотном магнитном поле (рис. 2, з). Однако, поскольку такой разряд не требует электродов, его следует отнести к области индукционного нагрева.
3. Дуговые печи сопротивления: электрическая дуга горит в газовой полости внутри расплавляемой шихты, включенной последовательно или параллельно с дугой (рис. 2, г). Так как сопротивление шихты значительно, выделяемое в ней джоулево тепло может быть большим. В таких печах очаг высокой температуры (дуга или околоэлектродная зона высоких плотностей тока) находится внутри шихты, и печи пригодны для расплавления материалов с высокой температурой испарения или для возгонки материалов. Кладка печи защищена от излучения дуг слоем непрореагировавшей шихты (гарниссаж), внутри которой и горят дуги. Поэтому здесь можно проводить процессы с высокой рабочей температурой, характерной для восстановительных руднотермических процессов. Печи этого типа, как правило, не наклоняются (выпуск через летку), поэтому электроды в них вертикальные, выполнены из менее прочного материала и сравнительно больших размеров, что позволяет работать при очень большом токе и на большой мощности.
Итак, дуговые печи сопротивления — это мощные рудовосстановительные и рудоплавильные печи (РВП), в которых плавят материалы с высоким удельным сопротивлением. Таковы печи для получения ферросплавов, карбида кальция, чугуна, никелевого штейна, абразивов, фосфора. К ним примыкают также печи прямого нагрева (дуга в них отсутствует) для обработки некоторых шлаков и получения абразивов (рис. 2, д), а также установки электрошлакового переплава (ЭШП). В таких установках (рис. 2, е) осуществляют в целях рафинирования переплав электродов из специальных сталей, полученных в других печах, например в ДСП. Расплавление электрода ведется в жидком шлаке, нагретом джоулевым теплом от протекающего через него рабочего тока. Наплавляемый слиток формируется в охлаждаемом водой кристаллизаторе.
4. Электронно-лучевые установки: в этих установках образованный в глубоком вакууме мощный пучок электронов, ускоренных в электрическом поле (электронный луч), бомбардирует нагреваемый материал и разогревает его или расплавляет. Источником электронного пучка могут служить кольцевой катод (рис. 2, и, з), радиальные или аксиальные пушки (рис. 2, к). Установки применяются для выплавления слитков, литья и спекания, зонной очистки и разных видов термообработки активных жаропрочных материалов и полупроводников.
Если в ДСП и РВП металл выплавляется из шихты или руды, то в таких печах, как ВДП, печи ЭШП и электронно-лучевые, исходным сырьем является электрод, уже полученный в результате плавления металла в другой печи и переплавляемый вторично в целях более полной очистки металла. Такие переплавные печи обычно выделяют из дуговых печей в установки спецнагрева; к ним же относят и плазменно-дуговые установки.