

62.Стики прокатних балок.
Здійснюються порівняно рідко, оскільки прокатні балки в більшості випадків мають прольоти менші, ніж довжина прокату (lпрокату – 12 м).
Стики виконуються двома способами:
зварюванням встик (самий простий спосіб);
 перерізі з Mmax
його можна влаштовувати, якщо шов в
розтягнутій полиці має Rwy=
Ry,
тобто при фізичному контролі якості
швів. При візуальному контролі стик
виконується в перерізі, де
перерізі з Mmax
його можна влаштовувати, якщо шов в
розтягнутій полиці має Rwy=
Ry,
тобто при фізичному контролі якості
швів. При візуальному контролі стик
виконується в перерізі, де
Rwy 0,85Ry
M £ Mmax ¾¾ = Mmax ¾¾¾ = 0,85Mmax ;
Ry Ry
за допомогою накладок.
 озташовується
стик в любому місці при відповідному
розрахунку накладок і швів. Такий стик,
як правило, є монтажним.
озташовується
стик в любому місці при відповідному
розрахунку накладок і швів. Такий стик,
як правило, є монтажним.
Стики зварних складених балок.
А. Заводські стики
Заводські стики поясів та стінки складених балок здійснюють з'єднанням листів до їх зібрання в балку, при цьому враховуються певні конструктивні вимоги: стик стінки не повинен співпадати з ребром жорсткості (віддалення не менше 10 tw), з місцем примикання балок настилу та другорядних балок і т.ін. Як правило, стики поясів не співпадають зі стиками стінки.
На заводах шви в стиках виконують з фізичним контролем якості швів, а тому вони рівноміцні з основним металом і проектуються конструктивно.
Якщо не використовуються фізичні методи контролю якості швів, то стик розтягнутого поясу в перерізі з Mmax роблять або косим (∟60° до осі балки), що гарантує його рівноміцність з основним металом, або переносять стик в те місце балки, де напруження в поясіs £ Rwy=0,85Ry .Стики стиснутого поясу та стінки виконують завжди прямими в будь яких місцях.
Б. Монтажні стики
Монтажний стик поясів і стінки проектується завжди в одному перерізі.
Оскільки на монтажній площадці зварювання виконується, як правило, без використання фізичних засобів контролю якості, то монтажні шви рівноміцні основному металу тільки при стиску (Rwy=Ry), а в розтягнутому поясі Rwy=0,85Ry. В цьому випадку в перерізі з M=Mmax для розтягнутого поясу приймають косий шов, а для стиснутого поясу і стінки – прямий.
Якщо на монтажі застосовуються фізичні засоби контролю якості швів, то всі шви виконують прямими. Вони є рівноміцними з основним металом і можуть влаштовуватися в будь якому місці.
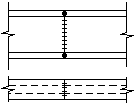
Покажемо стик до виконання монтажного зварювання.
Спочатку
зварюють поперечні стикові шви стінки
1 і поясів 2, які мають найбільшу поперечну
усадку. Залишені не завареними на заводі
ділянки поясних швів довжиною ~500мм
дають можливість поясним листам дещо
витягнутися при усадці швів 2. Останніми
заварюють поясні шви 3, які мають незначну
поздовжню усадку.З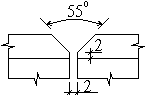 азор
в стику залишають конструктивно 2 мм, а
кромки поясних листів в місцях швів
спеціально обробляють для забезпечення
повного проварювання.
азор
в стику залишають конструктивно 2 мм, а
кромки поясних листів в місцях швів
спеціально обробляють для забезпечення
повного проварювання.
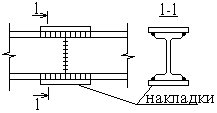
63.Монтажні стики складених балок за допомогою болтів.
Якщо при монтажі використовуються болти, то монтажний стик проектується на високоміцних болтах з накладками.
П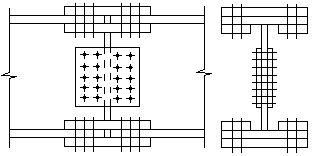 лоща
перерізу накладок повинна бути не меншою
площі перерізу перекриваємих елементів
балки. Розрахунок стиків проводять для
кожного елемента окремо.
лоща
перерізу накладок повинна бути не меншою
площі перерізу перекриваємих елементів
балки. Розрахунок стиків проводять для
кожного елемента окремо.
Число “n” високоміцних болтів, які прикріплюють накладки до поясу, визначають за зусиллям, яке може бути передане через накладки (тобто за несучою здатністю накладок).
Fн=Aн·Ry· gc .