

4.7. Выбор заготовки
Для просматриваемой в объемном моделировании обработки можно выбрать заготовку. Габариты заготовки будут переданы в ADEM Verify.
Для задания заготовки:
Нажмите кнопку
 – Заготовка
на панели «САМ
Информация».
Появится окно диалог «Заготовка».
– Заготовка
на панели «САМ
Информация».
Появится окно диалог «Заготовка».При помощи одного из способов задания выберите заготовку и нажмите
Существует 2 способа задания заготовки: – при помощи координат, – при помощи контура. Каждый из этих способов позволяет получить заготовки для фрезерной и токарной обработки.
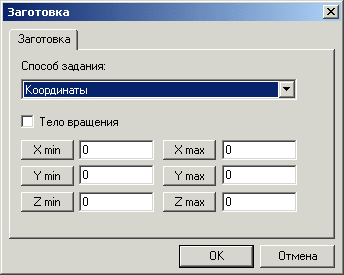
Задание заготовки при помощи координат для фрезерной обработки
Выберите способ задания заготовки Координаты. Введите в поля диалога максимальные и минимальные значения координат X, Y, Z. Можно указать эти значения на чертеже. Для этого нажмите кнопку соответствующую названию координаты (например –
X min и др.) и при помощи мыши укажите нужную точку.
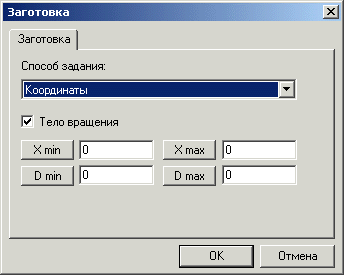
Задание заготовки при помощи координат для токарной обработки
Установите флажок Тело вращения. Введите поля диалога максимальные и минимальные значения координат X, Y и значения максимального и минимального диаметра Можно указать эти значения на чертеже. Для этого нажмите кнопку, соответствующую названию координаты, и при помощи мыши укажите нужную точку.
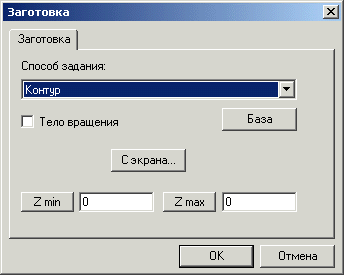
Задание заготовки при помощи контура для фрезерной обработки.
При данном способе вы можете выбрать заготовку из базы данных. Для этого нажмите кнопку База и выберите контур. Можно указать контур заготовки с экрана. Для этого нажмите кнопку C экрана и укажите контур на чертеже. Введите в поля диалога максимальные и минимальные значения координаты Z. Можно указать эти значения на чертеже. Для этого нажмите кнопку, соответствующую названию координаты, и при помощи мыши укажите нужную точку.
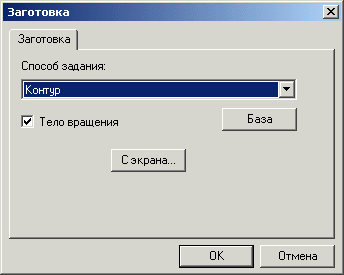
Задание заготовки при помощи контура для токарной обработки
Установите флажок Тело вращения. При данном способе вы можете выбрать заготовку из базы данных. Для этого нажмите кнопку База и выберите контур. Можно указать контур заготовки с экрана. Для этого нажмите кнопку C экрана и укажите контур на чертеже.
Литература
а) основная литература
Системы автоматизированного проектирования. В 9-ти кн. Кн. 6. Учебное пособие для втузов. Автоматизация конструкторского и технологического проектирования. Н.М. Капустин, Г.Н. Васильев; / Под редакцией Н.Н. Норенкова. – М.; Высшая школа,1986
ADEM 7.0. Руководство пользователя. CAМ документация 70.
ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: практический курс.
ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: упражнения.
ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: 3Х обработка.
А.И.Пятунин. САПР подготовки управляющих программ для станков с ЧПУ. Курс лекций. Электронный формат, 2006.
Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть I); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть II); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть III); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
б) дополнительная литература: