

Технологическая команда «Ручной ввод»
Команда Ручной ввод применяется для ввода строки программы при помощи «Редактора CLDATA».
Формирование технологической команды «Ручной ввод»
Нажмите кнопку «Ручной ввод»
 на панели инструментов «Технологические
команды».
Откроется «Редактор
CLDATA».
на панели инструментов «Технологические
команды».
Откроется «Редактор
CLDATA».При помощи редактора опишите перемещение инструмента.
Нажмите кнопку F4 выхода из редактора. Появится сообщение «Объект изменен. Сохранить?»
Нажмите кнопку «ДА». ADEM сохранит введенную CLDATA.
В системе появится технологический объект «Строка».
Технологическая команда «Контрольная точка»
Команда Контрольная точка применяется для двухтуретной обработки (двумя шпинделями одновременно). Пока в управляющей программе для одного шпинделя не выполнятся все действия расположенные до контрольной точки, управляющая программа для другого шпинделя не выполняется
Формирование технологической команды «Ручной ввод»
Нажмите кнопку «Контрольная точка»
 на панели инструментов «Технологические
команды».
Откроется диалог «Контрольная
точка».
на панели инструментов «Технологические
команды».
Откроется диалог «Контрольная
точка».
В поле диалога введите номер контрольной точки и нажмите ОК.
4.5. Управление и редактирование то
В процессе задания маршрута обработки Вам может потребоваться изменить параметры созданного технологического объекта, вставить новый технологический объект в маршрут, удалить созданный технологический объект и т.д.
Управление технологическими объектами осуществляется с помощью команд, расположенных на панели инструментов «Управление Технологическими Объектами» и в диалоге «Управление маршрутом».
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 – Маршрут (управление ТО); 2 – Исключить (временное исключение или восстановление ТО из маршрута обработки); 3 – Вставить; 4 – Дублировать; 5 – Изменить (изменение части ТО или его параметрических связей); 6 – Редактирование перехода ( редактирование параметров перехода); 7 – Редактирование КЭ (редактирование параметров конструктивных элементов с сохранением параметрических связей); 8 – Редактирование инструмента ; 9 – Удаление ТО; 10 – Копирование в текущий ТО КЭ из ранее созданного ТО с установлением параметрических связей по КЭ; 11 – Переход из маршрута (копирование в текущий ТО перехода из ранее созданного с установлением параметрических связей из перехода); 12 – Настройка (настройка параметров КЭ и технологического перехода по умолчанию); 13 – Предыдущий (переход к предыдущему ТО в маршруте); 14 – Следующий (переход к следующему ТО в маршруте).
Этими командами вызываются те или иные диалоговые окна. Например, по команде 1 – Маршрут (управление ТО), появляется диалог «Управление маршрутом», содержащий спроектированный маршрут. Если в нем выделить какой-либо ТО, то активизируются кнопки в правой части поля, которыми можно внести изменения в спроектированный маршрут.

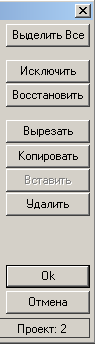
Используя эти команды, можно временно исключить/восстановить технологический объект, изменить последовательность технологических объектов в маршруте, вставить между объектами новый объект, удалить выбранные или все технологические объекты.
ADEM CAM позволяет редактировать параметры созданных конструктивных элементов, технологических переходов и технологических команд, а также изменять тип конструктивного элемента или технологического перехода.
Кроме того, можно создавать технологические объекты, параметрически связанные по конструктивному элементу или технологическому переходу, что позволяет задавать несколько технологических переходов для одного конструктивного элемента или использовать один технологический переход для нескольких конструктивных элементов.