

Технологическая команда «Аппроксимация»
Технологическая команда «Аппроксимация» применяется для задания точности обработки последующих ТО. При этом в текущем проекте создается технологический объект Аппроксимация. В поле Значение введите значение аппроксимации.
Технологическая команда «Поворот»
Команда Поворот задает угол поворота оси шпинделя вокруг одной, двух или трех (одновременно) осей вращения текущей системы координат детали. В зависимости от типа станка поворот обеспечивается, либо за счет поворота детали относительно оси шпинделя, либо за счет поворота оси шпинделя относительно детали.
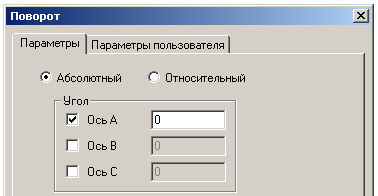
Задаются Абсолютный или Относительный (заданное угловое приращение) угол поворота.
Для поворота вокруг осей А, В или С установите флажок Ось А, Ось В или Ось С и задайте угол поворота вокруг оси в поле справа.
. Технологическая команда «Комментарий»
Технологическая команда «Комментарий» применяется для вставки комментария в маршрут обработки и управляющую программу. При этом в текущем проекте создается технологический объект ”Комментарий”. В поле Текст введите текст комментария.
![]()
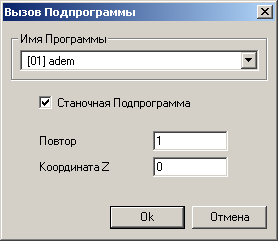
Технологическая команда «Вызов подпрограмм»
Команда Вызов подпрограммы вызывает в заданной точке(ах) выбранный проект из текущего как подпрограмму.
Подпрограмма может быть сформирована как станочная или как внутренняя. Станочная подпрограмма - это подпрограмма, располагающаяся в начале или в конце УП. Основная программа содержит только команду ее вызова. Внутренняя подпрограмма - это подпрограмма, которая находится внутри УП. Основная программа содержит столько копий внутренней подпрограммы, сколько было сделано ее вызовов.
Технологическая команда «Вызов цикла»
Команда Вызов цикла применяется для вызова станочных и пользовательских циклов. При этом в текущем проекте создается технологический объект ”Цикл «<номер цикла>”. Точкой вызова цикла является центр указанной окружности или дуги.
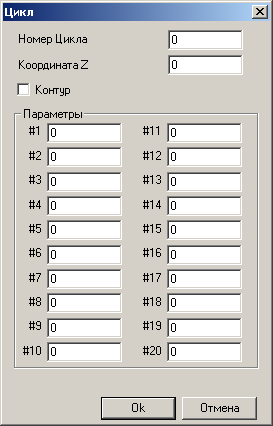
Более подробно работа с пользовательскими циклами описана в документации на модуль генерации постпроцессоров ADEM GPP.
Технологическая команда «Команда пользователя»
Пользовательская команда применяется для вызова и формирования в файле CLDATA или в кадрах УП команд, определенных пользователем. При этом в текущем проекте создается технологический объект ”Команда пользователя”. В качестве команды пользователя могут быть использованы макро процедуры и непосредственно команды пользователя.
Макро процедуры пользователя находятся в папке ..ADEM Folder/ncm/mpr/. Номер макро процедуры соответствует имени файла в данной папке и задается в соответствующем поле диалога «Команда пользователя». В качестве примера составления макро процедур в папке находится файл mp5001.txt.
Команды пользователя находятся в папке ..ADEM Folder/ncm/ncalg/ini/. Номер Команды пользователя соответствует имени файла в данной папке и задается в соответствующем поле диалога «Команда пользователя». В качестве примера составления команд пользователя в папке находится файл user0045.INI.
Более подробно работа с командами пользователя описана в документации на модуль генерации постпроцессоров ADEM GPP.
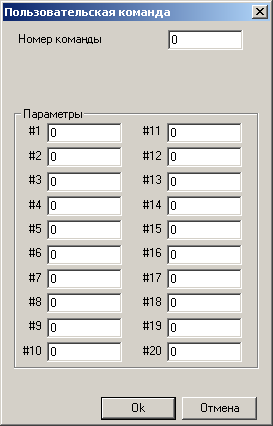
В поле Номер Команды задайте номер команды.
В полях Параметры задайте ранее определенные параметры команды (до 20 параметров).