

Диаметр и радиус
Диаметр
Чтобы задать диаметр инструмента, выберите тип параметра Диаметр и введите значение в соответствующее поле.
Радиус
Чтобы задать радиус инструмента, выберите тип параметра Радиус и введите значение в соответствующее поле диалога.
Позиция
При автоматической смене инструмента, в зависимости от типа станка, параметр Позиция может определять позицию инструмента в револьверной головке, номер инструмента в магазине или номер инструментального гнезда.
Чтобы задать позицию инструмента, введите ее номер в соответствующее поле диалога.
|
|
|
Если параметр Позиция не будет изменен, то команда «смена инструмента» в управляющей программе сформирована не будет. |
Длина
Вы можете задавать общую длину инструмента и длину его режущей части. Чтобы задать эти параметры, введите их значения в соответствующие поля диалога.
Радиус скругления
Радиус скругления на торце фрезы. Параметр необходим для инструментов типа: "Фреза концевая скругленная", "Фреза коническая скругленная", "Фреза угловая скругленная", "Фреза дисковая скругленная"
Чтобы задать радиус скругления на торце фрезы, введите его значение в соответствующее поле диалога
Угол
Угол фрезы. Параметр необходим для конических и угловых типов фрез.
Чтобы задать угол фрезы, введите его значение в соответствующее поле диалога
Тип обработки
Этот параметр позволяет выбирать инструмент из базы данных в соответствии с выбранным типом обработки.
Из маршрута
Выбор инструмента из маршрута обработки.
Базы
Выбор инструмента из базы данных по заданному типу обработки и диаметру инструмента.
4.3.1.4. Параметры пользователя
Параметры пользователя – параметры, которые может настроить пользователь.
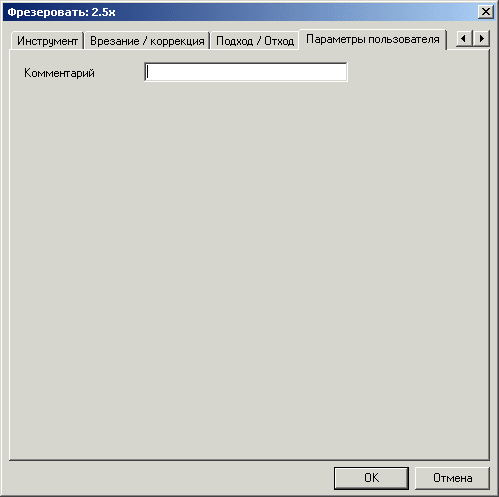
Параметры пользователя настраиваются при помощи встроенного макроязыка системы. В качестве примера настройки представлен «Комментарий». Если в поле комментария ввести текст, то этот текст будет комментарием для данного перехода и отобразится в нижней строке.
4.3.2.. Токарные переходы
Для создания управляющих программ на токарные станки с ЧПУ в ADEM/CAM используются токарные переходы.
Команды задания токарных переходов также расположены на панели «Переходы».
1 2 3 4 5 6 7 8 9 10
1 – Фрезеровать 2.5Х; 2 – Фрезеровать 3Х; 3 – Сверлить; 4 – Нарезать резьбу;
5 – Расточить; 6 – Точить; 7 – Подрезать; 8 – Нарезать резьбу (токарный);
9 – Пробить; 10 – Резать.
Ниже будут рассмотрены переходы: «Точить», «Подрезать», «Отрезать», «Расточить (токарный)», «Нарезать резьбу (токарный)».
4.3.2.1. Технологический переход «Точить»
Точить — технологический переход, определяющий обработку конструктивного элемента: Область. Тип инструмента, используемого в переходе Точить — резец.
Закладка Параметры тп “Точить
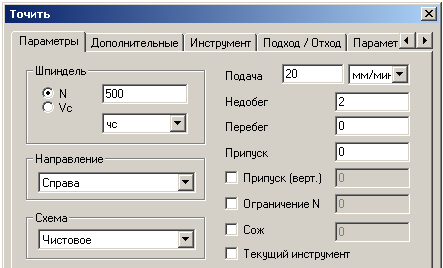
В группе Шпиндель задайте следующие параметры:
N – частота вращения шпинделя (обороты в минуту); Vc – скорость резания (метры в минуту); ЧС – направление вращения шпинделя против часовой стрелки; ПЧС – направление вращения шпинделя против часовой стрелки.
В группе Направление задайте следующие параметры:
Слева – продольная обработка слева; Справа – продольная обработка справа; Сверху – поперечное точение.
В группе Схема происходит задание схемы обработки. ADEM САМ позволяет выбрать одну из семи различных схем обработки:
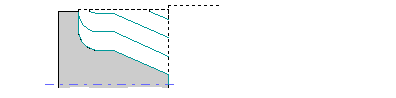
Черновое – обработка производится параллельно осям X и Y. Количество проходов рассчитывается на основе заданной глубины резания. Инструмент движется из точки начала прохода к точке конца прохода, по кратчайшему расстоянию выходит на уровень предыдущего прохода и на ускоренном перемещении идет в начало следующего прохода параллельно осям. Последний проход, удаляющий гребешки, выполняется вдоль контура.
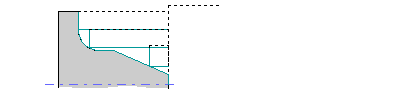
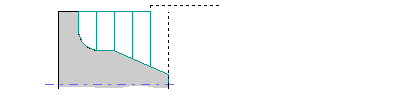
Предварительное – обработка отличается от чернового точения тем, что инструмент из точки конца прохода на уровень предыдущего прохода движется вдоль контура. Кроме того, в этом случае отсутствует последний проход вдоль контура, используемый при черновом точении для удаления гребешков.
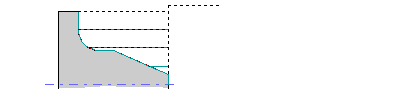
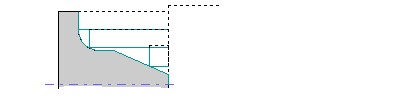
Смещенное – обработка снятием смещенного контура в направлении, перпендикулярном направлению оси. Шаг смещения равен глубине резания. Инструмент движется из точки начала прохода к точке конца прохода по части смещенного контура.
Прорезка – обработка заданной области прорезным резцом с отслеживанием смены режущих кромок в процессе обработки. Траектория будет рассчитана на одну настроечную точку с учетом заданной ширины инструмента. Если в переходе не будут заданы параметры Гл.рез. и Проход, то выполнится зачистка контура с учетом смены режущих кромок.
Чистовое – чистовая обработка. Если задан один из параметров: Гл.рез. или Проход, то сначала выполнится обработка по схеме Черновое точение. Если задан Ост. прир., то выполняется дополнительный переход для его снятия (в результате выполняется два перехода вдоль контура).
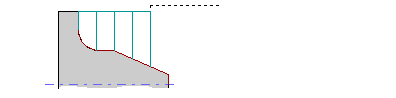
Контурное – обработка, снятием эквидистантного контура. Выполняется расчет эквидистантных контуров с шагом, заданным параметром Гл.рез. Инструмент движется из точки начала прохода к точке конца прохода по части эквидистантного контура. Финишный проход производится по заданному контуру детали с учетом остаточного припуска.

Прорезка черновая – обработка по схеме Прорезка, но без финишного прохода для зачистки.
В группе Подача задайте значение рабочей подачи, которое выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту; на оборот — задание величины подачи в миллиметрах на оборот.
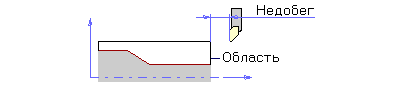
В группе Недобег – расстояние от инструмента до точки начала обработки, на котором производится переключение с холостого хода на подачу врезания.
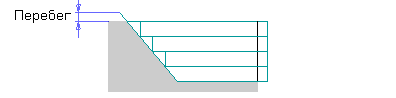
В группе Перебег – расстояние, на которое инструмент выходит за границу области обработки на рабочей подаче.
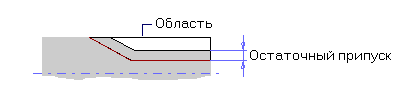
В группе Припуск – остаточный припуск – это необработанный слой материала, оставленный на контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.
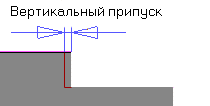
В группе Припуск (верт.), Припуск на вертикальных стенках - это необработанный слой материала, оставленный на вертикальных стенках контура конструктивного элемента. Величина остаточного припуска на вертикальных стенках может быть как положительной, так и отрицательной.
В группе Ограничение N – максимальное число оборотов (об/мин) шпинделя. Параметр необходим для ограничения числа оборотов в процессе снятия материала, так как при уменьшении диаметра обрабатываемой детали количество оборотов шпинделя за единицу времени возрастает.
В группе СОЖ задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ. Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
В группе Текущий инструмент – если флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.