

Полярная система координат
Если обрабатываемый контур представляет собой ломаную линию, то с помощью прямоугольной системы координат можно легко задать все характерные точки его профиля. Однако ситуация меняется, если необходимо, например, выполнить на плоскости сверление группы отверстий, расположенных по окружности (см. рис. 1.4). Если для отверстия 1 координаты расположения его оси в прямоугольной системе координат можно рассчитать достаточно просто, то расчет расположения осей для всех других отверстий будет гораздо более трудоемким.
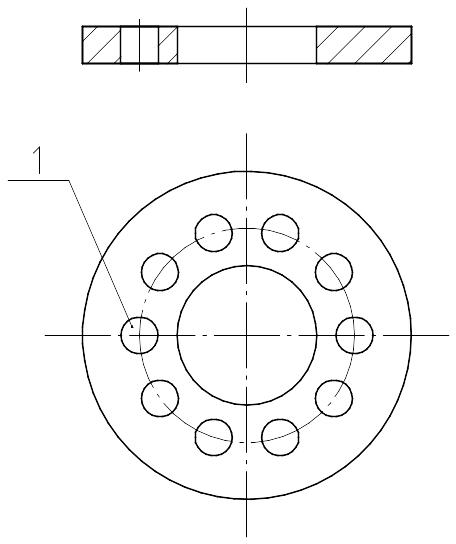
Рис. 1.4. Деталь с группой отверстий, расположенных по окружности
В этом случае вычисления удобнее выполнять
в полярной системе координат (см. рис.
25 и рис. 26). В полярной системе координат
положение точки на плоскости определяется
расстоянием (радиусом) r от точки до
начала координат и углом
между определенной осью координат и
радиусом, проведенным в точку из начала
координат. Как правило, в полярной
системе координат на плоскости XY угол
указывается
от оси X. Угол
может иметь как положительное, так и
отрицательное значение. Положительное
значение – если он отложен в направлении
противоположном движению часовой
стрелки от области положительных
значений координат по оси X (рис. 1.5–А);
отрицательное значение – если он отложен
в направлении по ходу движения часовой
стрелки от области положительных
значений координат по оси X (рис. 1.5–Б).
этом случае вычисления удобнее выполнять
в полярной системе координат (см. рис.
25 и рис. 26). В полярной системе координат
положение точки на плоскости определяется
расстоянием (радиусом) r от точки до
начала координат и углом
между определенной осью координат и
радиусом, проведенным в точку из начала
координат. Как правило, в полярной
системе координат на плоскости XY угол
указывается
от оси X. Угол
может иметь как положительное, так и
отрицательное значение. Положительное
значение – если он отложен в направлении
противоположном движению часовой
стрелки от области положительных
значений координат по оси X (рис. 1.5–А);
отрицательное значение – если он отложен
в направлении по ходу движения часовой
стрелки от области положительных
значений координат по оси X (рис. 1.5–Б).
А) Б)
Рис. 1.5. Положительное (А) и отрицательное (Б) значения угла
в полярной системе координат.
Дополнительные поворотные оси координат
Несмотря на то что с помощью 3-х координатной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве, в современной механообработке часто возникает необходимость в изготовлении столь сложных поверхностей, что их невозможно изготовить на станке, используя перемещение исполнительных органов только по трем осям координат.
В таких ситуациях используют пространственную прямоугольную систему координат с дополнительными осями координат. Дополнительные оси координат являются поворотными осями, которые располагаются вокруг основных линейных осей X, Y и Z (см. рис. 1.6). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y – как ось В, ось вращения вокруг оси Z – как ось С.
Координаты по поворотным осям также могут иметь как положительные, так и отрицательные значения. За положительное направление (от «минуса» к «плюсу») поворотной координатной оси принимается направление по часовой стрелке, если смотреть на ось вращения в положительном направлении соответствующей ей линейной оси.
Рис. 1.6. Прямоугольная система координат с дополнительными поворотными осями.
Прямоугольную систему координат с дополнительными поворотными осями можно также представить также как пространственную полярную систему координат (см. рис. 1.7).
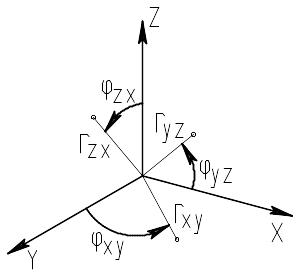
Рис. 1.7. Пространственная полярная система координат