

Закладка Дополнительные параметры технологического перехода "Фрезеровать 3x"
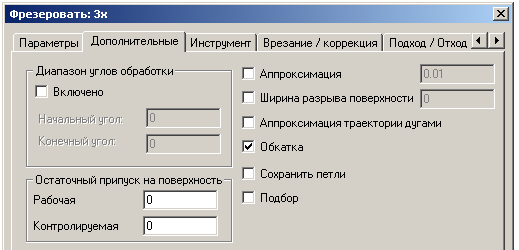
Диапазон углов обработки Задание диапазона углов обработки. Диапазон углов определят область поверхности, которая будет обработана. Обрабатывается та часть поверхности, где угол между нормалью к поверхности и проекцией вектора нормали на плоскость XY лежит в заданном диапазоне.
Включено — включает контроль диапазона углов обработки. Начальный — задание нижней границы диапазона углов обработки. Конечный — задание верхней границы диапазона углов обработки.
Остаточный припуск на поверхность. Задание припусков на поверхность. Остаточный припуск позволяет задать припуск на обрабатываемые и контролируемые поверхности различной величины. Рабочая — задание припуска на обрабатываемые поверхности.
Контролируемая — задание припуска на контролируемые поверхности.
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
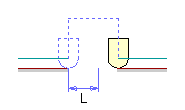
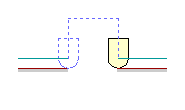
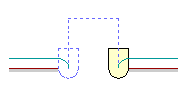
Ширина разрыва поверхности — устанавливает максимальную ширину зазора между поверхностями, который будет игнорироваться при формировании траектории движения инструмента. Если диаметр инструмента меньше, чем ширина зазора, или ширина зазора больше, чем заданная максимальная ширина, то инструмент будет перемещаться над зазором на холостом ходу.
Ширина разрыва поверхности больше заданной |
Ширина разрыва поверхности меньше заданной |
|
|
Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
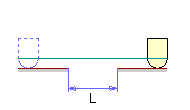
Обкатка — обработка с обкаткой края поверхности. Данный параметр используется только для 3x координатной обработки.
Обкатка выключена |
Обкатка включена |
|
|
Сохранить петли — Если установлен флажок Сохранить петли, то траектория движения инструмента строится без контроля на проникновение инструмента в тело детали.
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент. Параметр Подбор можно использовать только для технологических объектов, параметрически связанных по конструктивному элементу
Фрезерные переходы - параметры инструмента
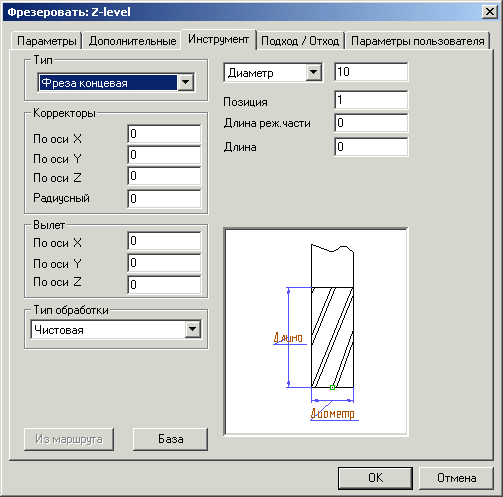
Тип инструмента
Различные типы технологических переходов требуют инструмент различного типа. Для перехода Фрезеровать 2.5Х используется тип инструмента Фреза.
Чтобы задать тип фрезы, выберите его название из открывающегося списка Тип.
Корректоры
Параметры, расположенные в группе Корректоры, позволяют Вам задавать корректоры по X, Y и Z осям, а также радиусный корректор.
По оси X |
Чтобы задать номер линейного корректора по оси Х, введите соответствующее значение в поле По оси X. |
По оси Y |
Чтобы задать номер линейного корректора по оси Y, введите соответствующее значение в поле По оси Y. |
По оси Z |
Чтобы задать номер линейного корректора по оси Z, введите соответствующее значение в поле По оси Z. |
Радиусный |
Чтобы задать номер радиусного корректора, введите соответствующее значение в поле Радиусный. Включение коррекции на радиус инструмента формируется автоматически при выполнении перехода Фрезеровать с включенным параметром Коррекция R. |
Вылет
Все перемещения система формирует и выдает в управляющую программу для настроечной точки инструмента с учетом вылета. Величина вылета указывается со знаком “+”, если режущая кромка смещена от настроечной точки в положительном направлении соответствующей оси, в противном случае со знаком “-”.
По оси X |
Чтобы задать величину вылета инструмента по оси Х, введите соответствующее значение в поле По оси X. |
По оси Y |
Чтобы задать величину вылета инструмента по оси Y, введите соответствующее значение в поле По оси Y. |
По оси Z |
Чтобы задать величину вылета инструмента по оси Z, введите соответствующее значение в поле По оси Z. |