

1.1.2. Системы координат станков с чпу
Обработка заготовки на станке с ЧПУ выполняется по командам управляющей программы, которые в числовой форме задают величины отдельных перемещений исполнительных органов. Поэтому функционирование станка с ЧПУ в принципе невозможно без использования определенной системы координат, с помощью которой устанавливаются пространственные координаты любой точки в пределах рабочей зоны станка.
В станках с ЧПУ наиболее часто используются системы координат двух видов:
прямоугольная.
полярная.
Прямоугольная система координат
Прямоугольная система координат является наиболее распространенной системой координат для станков с ЧПУ. Она содержит либо две оси координат (двухмерная система) - для определения положения точек на плоскости, либо три оси (трехмерная система) - для определения положения точек в пространстве.
Для прямоугольной системы координат характерны следующие признаки:
координатные оси располагаются взаимно перпендикулярно;
координатные оси имеют общую точку пересечения (начало отсчета координат);
координатные оси имеют одинаковый геометрический масштаб.
В прямоугольной системе координат на плоскости положение всех точек, лежащих на данной плоскости, описывается двумя координатами. На рис. 1.1 изображена такая система координат с осями координат X и Y. Расстояние до оси Y определяется как координата X, а расстояние до оси X как координата Y. Значения координат точек на плоскости могут иметь как положительные, так и отрицательные значения. Данная система координат широко применяется в токарных станках с ЧПУ и при обработке листовых материалов.
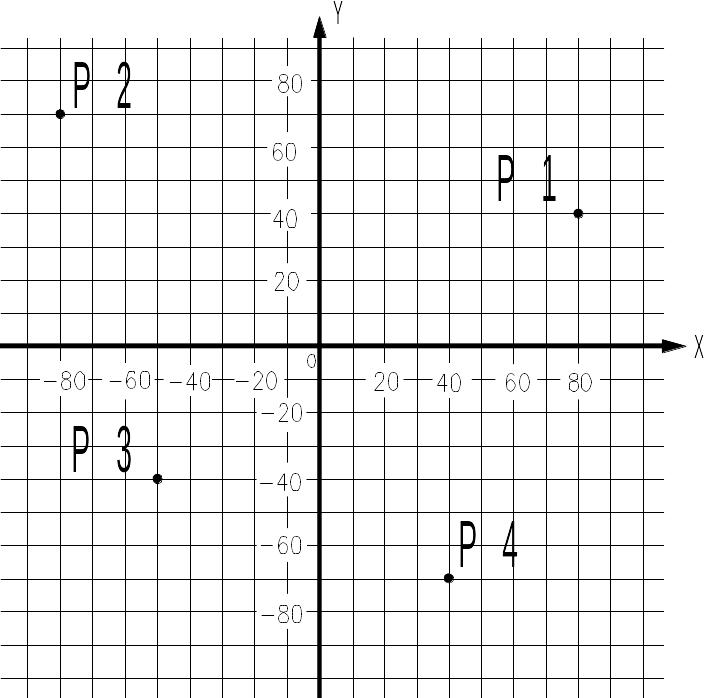
Рис. 1.1. Прямоугольная система координат на плоскости XY
Пример обозначений координат указанных на рисунке точек:
P1: X = 80, Y = 40; P2: X = –80, Y = 70; P3: X = –50, Y = –40; P4: X = 40, Y = –70.
С помощью пространственной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве. Для определения положения любой точки в пространстве необходимо знать ее координаты по трем осям - X, Y и Z (рис. 1.2). Как и в случае с плоской системой координат, значения координат точек в пространстве могут иметь как положительные, так и отрицательные значения. Данная система координат позволяет описывать все точки рабочего пространства станка независимо от расположения заготовки и применяется во фрезерных, сверлильных и расточных станках с ЧПУ.

Рис. 1.2. Пространственная прямоугольная система координат
Пример обозначений координат указанных на рисунке точек:
P1: X = 30, Y = 20, Z = 0; P2: X= 30, Y = 0, Z = –10.
Принятая для станков с ЧПУ пространственная прямоугольная система координат имеет определенную ориентацию координатных осей друг относительно друга. Эта ориентацию подчиняется правилу правой руки (см. рис. 1.3), при которой пальцы правой руки указывают положительное направление каждой оси. Поэтому данная система координат получила название правой системы.
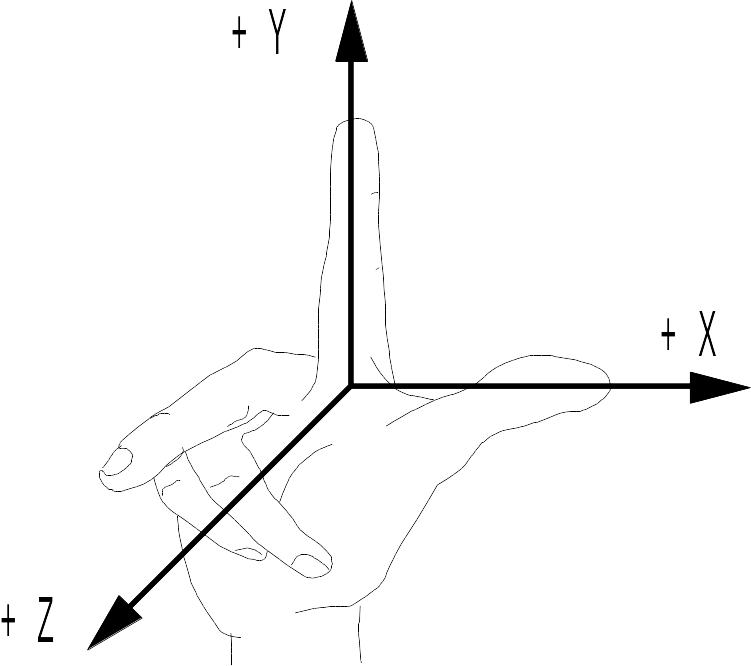
Рис. 1.3. Правило правой руки