

Обработка кулачков
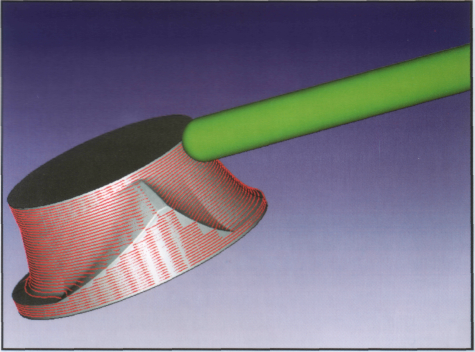
В T-FLEX ЧПУ обработка объёмных кулачков - отдельный вид обработки, предназначенный для фрезерования секторных и замкнутых тел вращения. При этом рассчитываются концентрические проходы, расположенные в плоскостях ортогональных к оси вращения детали. Формообразующее перемещение инструмента производится аналогично перемещению толкателя во время работы кинематической пары.
В T-FLEX ЧПУ обработка объёмных кулачков - отдельный вид обработки,
предназначенный для фрезерования секторных и замкнутых тел вращения.
Ремонт и модернизация оборудования с чпу
Специалисты компании «Топ Системы» имеют богатый опыт по проведению подобных работ. Затраты на модернизацию составляют около 50% от стоимости нового станка, при обеспечении тех же функциональных и технологических возможностей. При этом модернизированное оборудование отвечает требованиям технологии на ближайшие 10-12 лет.
Основные виды сотрудничества с Заказчиками
Модернизация станочного оборудования заказчика под ключ со всеми видами работ (проектные, монтажные, пуско-наладочные).
Осуществление проектных и пуско-наладочных работ при модернизации станочного оборудования заказчика. В данном случае монтажные работы проводятся специалистами заказчика под контролем специалистов компании «Топ Системы».
В случае приобретения у нас готового проекта модернизации и комплектации наши сотрудники оказывают все необходимые консультационные услуги для проведения всех работ силами заказчика.
Список типового модернизированного оборудования
Токарное: 16К20ФЗ; 16Б16; СТП-220; КПК 125; MD5S; SDNC-610; ENN-400;
Pittler NF-160/400; MDW-10F и др.
Фрезерное: ИР800; KMЦ 600; МС1 2-250; ВМ1 2-500; 6520ФЗ; 245ВМФ; 2623ПМФ4; КС12-500; OЦ1 И-22; ЛР395ПМФ4; Микромат 9С; МАНО MC5-HS и др.
Уникальное: СФП-1 Р; Schiess 25DSC200; 2Б660Ф2; НС66Ф1; 1563; 1540Ф1 и др.
3.2.2. Программы t-flex nc Tracer для станков с чпу Основные возможности
T-FLEX NC Tracer позволяет решить такие задачи, как:
– загрузку ЗD-модели с крепежными элементами приспособлений и прочей оснасткой;
– имитацию различных типов 2D, 2.5D, 3D и 5D обработки;
– динамическое вращение, панорамирование и увеличение изображении модели обрабатываемой детали;
– чтение файлов управляющих программ в кодах ЧПУ по стандарту ISO6983/DIN66025(24);
– задание твёрдотельных моделей заготовки, крепёжных приспособлений и оснастки в виде прямоугольного бруска, цилиндра и VRML-модели любой формы;
– позиционирование, перенос и поворот твёрдотельных моделей для точной имитации обработки;
– определение возможных столкновений инструмента с заготовкой, крепёжными приспособлениями и оснасткой, отслеживание врезания инструмента в заготовку на быстром ходу, обнаружение других ошибок в управляющей программе;
– совершенную визуализацию: прозрачность и тени, динамическое изменение освещения, точное масштабирование фрагментов, запись воспроизведение процесса обработки, создание фотореалистичных изображений;
– изменение цвета обрабатываемой детали при смене инструмента; возможность создания баз данных инструментов используемых при обработке на одном или нескольких станках;
– интерактивное редактирование управляющих программ;
– режим «отладки» управляющей программы с возможностью поэлементного поиска внутри исходных кодов (команды, строки и т.д.);
– вращение обрабатываемой модели непосредственно в процессе обработки;
– получение твёрдотельной модели на каждом шагу обработки;
– проведение ряда операций (создание сечений перпендикулярными плоскостями, создание сечений в плоскости инструмента, создание разрезов, просмотр зоны контакта системы «Заготовка - Инструмент - Деталь» и т. д.) как в момент обработки модели, так и после.
В качестве заготовки T-FLEX NC Tracer может использовать как объемные геометрические примитивы 'цилиндр и параллелепипед), так и сложные 3D-модели.
В системе T-FLEX NC Tracer существует возможность различать обработки и помечать их различными цветами, которые изначально задаются пользователем. То есть для каждого инструмента устанавливается цвет обработанной им поверхности. При имитации процесса обработки, этим цветом окрашивается поверхность, по которой данный инструмент совершил проход.
Такое цветовое разделение облегчает пользователю просмотр имитации и позволяет более детально разобраться в движениях инструмента. После выгрузки ЗD-модели, ее можно использовать для визуального сравнения с исходной моделью в T-FLEX CAD, загружать в программное обеспечение координатно-измерительных машин с целью более точной оценки качества полученной детали или использовать в качестве заготовки при имитации следующей операции обработки.