

2.3. Способы и технические средства подготовки управляющих программ
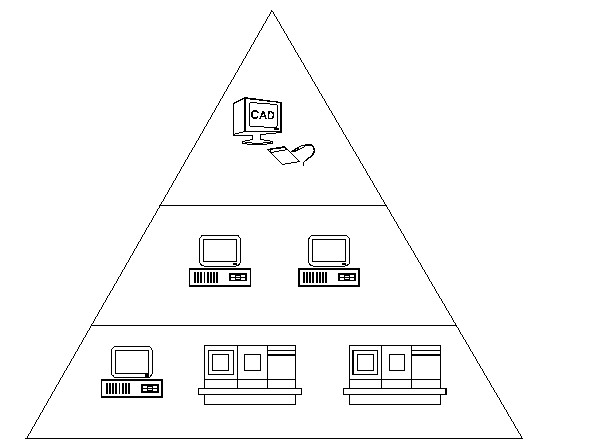
Технологический процесс обработки детали и управляющие программы для станков с ЧПУ по ее изготовлению разрабатываются на основе разнообразной информации, которая подготавливается различными подразделениями предприятия. Современный уровень развития техники позволяет осуществлять так называемый сквозной процесс, при котором автоматизированы и компьютеризированы все этапы работы по созданию изделия – от разработки до изготовления. На рис. 2.6 изображена упрощенная схема такого процесса.
Конструкторы
Технологи-программисты
Мастера, наладчики и операторы станков |
Рис. 2.6. Схема сквозного проектирования и изготовления изделий на производстве, оснащенном станками с ЧПУ |








В условиях современного производства подготовка управляющих программ осуществляется разными способами с помощью различных технических средств. Выбор определяется конкретными условиями производства, в первую очередь моделями станков и систем ЧПУ, финансовыми возможностями предприятия, уровнем квалификации специалистов и т.п.
В зависимости от перечисленных факторов возможны три различных организационных уровня, на которых осуществляется разработка управляющих программ:
уровень производственного цеха;
уровень специализированного подразделения по программированию;
уровень конструкторско-технологического подразделения.
Составление управляющих программ в цехе
Составление управляющих программ в цехе производится, как правило, вручную для конкретной модели станка, оснащенном конкретной системой ЧПУ. При ручном способе подготовки все необходимые для составления программы вычисления выполняются в основном вручную или с помощью калькуляторов. Затем на основе произведенных вычислений вручную или на каком-либо печатающем устройстве составляется управляющая программа в специальных кодах на языке системы ЧПУ станка. После чего текст управляющей программы с помощью специальной техники переносится на программоноситель, а с него - в систему ЧПУ станка.
В последнее время, благодаря быстрому развитию техники с ЧПУ, при ручном способе программирования в цехе широко используется ввод программы в систему ЧПУ непосредственно с пульта станка, используя для этого имеющиеся на нем клавиатуру и дисплей. Возможности современных пультов с ЧПУ позволяют выполнять на них не только ручной ввод текста управляющей программы, но и предварительную графическую имитацию обработки по составленной программе, а также коррекцию введенной программы.
Ввод программы с пульта станка имеет один принципиальный недостаток – при вводе текста новой программы неизбежно происходит значительный простой дорогостоящего станка.
Как правило, программирование в цехе используется в относительно небольших фирмах, имеющих несколько станков с ЧПУ, в которых специалист по технологии и программированию не может иметь постоянной, полноценной загрузки. В этом случае целесообразней привлекать оператора станка для выполнения всего многообразия задач, связанных с обслуживанием станков с ЧПУ: не только снимать и устанавливать заготовки и следить за обработкой, но и вводить управляющую программу в ЧПУ, проверять и оптимизировать ее.
Программирование в цехе имеет определенные положительные и отрицательные стороны. Оно не требует больших затрат на организацию работы и позволяет оперативно вносить изменения в уже существующие программы. Однако чтобы оно было эффективным, необходимо выполнить ряд условий:
управляющая программа должна иметь небольшой объем и не требовать при ее составлении громоздких и сложных вычислений;
ассортимент обрабатываемых на станках с ЧПУ изделий не должен быть большим и не должен часто меняться;
оператор станков с ЧПУ не должен одновременно обслуживать много станков;
оператор станков с ЧПУ должен иметь высокую квалификацию, позволяющую выполнять не только простые операции по обслуживанию станка, но и функции технолога-программиста.