1.2.2. Классификации систем чпу
Существуют различные классификации систем ЧПУ - в зависимости от группы рассматриваемых признаков. Наиболее известны следующие классификации:
по уровню технических возможностей;
по технологическому назначению;
по числу потоков информации;
по принципу задания программы;
по типу привода;
по числу одновременно управляемых координат
Например, при классификации систем ЧПУ по технологическому назначению определяющим признаком является тип и количество программируемых перемещений исполнительных органов станка. По этому признаку системы ЧПУ подразделяются на следующие виды:
позиционные;
прямоугольные;
формообразующие
контурно-позиционные
В отечественных стандартах на станки с ЧПУ принято учитывать в обозначении станка установленный на нем вид системы ЧПУ. Станки с позиционными и прямоугольными системами управления имеют индекс «Ф2», станки с формообразующими системами – индекс «Ф3», многоцелевые (сверлильно-фрезерно-расточные) станки с контурно-позиционными системами управления – индекс «Ф4».
Ниже показаны примеры обозначения некоторых станков и систем ЧПУ.
Система ПУ |
Условное обозначение |
Примеры |
|
Модель станка |
Наименование |
||
Цифровая индикация с предварительным набором координат |
Ф1 |
6560Ф1
3ЕЭ11ВФ1 |
Фрезерный станок с устройством цифровой индикации
Плоскошлифовальный станок высокой точности с цифровой индикацией и преднабором координат подач |
Позиционная система ЧПУ |
Ф2 |
2Н55Ф2
2А622Ф2 |
Радиально-сверлильный станок Горизонтально-расточной станок
|
Контурная система. ЧПУ |
Ф3 |
16К20Ф3
6Р11Ф3 |
Токарный станок
Фрезерный станок |
Комбинированная система ЧПУ |
Ф4 |
53А20Ф4
243ВФ4
|
Зубофрезерный полуавтомат
Сверлильно-фрезерно-расточной станок |
Цикловая система управления |
Ц |
171Ц |
Токарный многорезцово-копировальный полуавтомат |
Оперативная система управления |
Т |
16К20Т1 |
Токарный станок
|
Ниже показаны примеры отечественных систем ЧПУ для станков основных групп.
Примеры отечественных УЧПУ для станков основных групп.
Станки
|
Устройства ЧПУ |
|||
3-го поколения |
3-го поколения с расшир. функциями |
4-го поколения (микропроцессорные) |
5-го поколения (микропроцессорные многоцелевые) |
|
Токарные |
Н22 |
1Н22 |
1Р-22 НЦ-31 2Р-32 |
ИЦО-П ИЦО-ПБ НЦ-80-31 «Размер-5» 2С85-61 2У32-61 |
Фрезерные |
Н33 |
1Н33-6 |
2У-32 2Р-32 |
|
Сверлильно-расточные |
2П32-8 3П32-3М |
2П52 2П62-3Н «Размер 2М» |
|
|
Шлифовальные |
ПШ-13 |
|
|
|
Многоцелевые обрабатывающие центры |
|
У85 «Размер-4» |
2С42 2С85 |
|
Из Иностранных систем ЧПУ можно отметить FANUC (Япония), BOСH (Германия), Sinumeric и др.
Ниже приводятся характеристика и назначение разновидностей различных систем ЧПУ.
Рис. 1.30. Позиционная система ЧПУ |
Позиционные системы ЧПУ представляют собой наиболее простой вид управляющей системы. По каждой координатной оси программируется только величина перемещения исполнительного органа до заданной позиции, а траектория перемещения может быть произвольной. Перемещение из позиции в позицию совершается на максимальной скорости. Перемещение в процессе обработки после достижения заданной позиции допускается исключительно по прямой линии и с рабочей подачей. Позиционные системы ЧПУ используются, когда обработка происходит только в определенных позициях на плоскости, например, в сверлильных и координатно-расточных станках.
|
Рис. 1.31. Прямоугольная система ЧПУ |
Прямоугольные системы ЧПУ программируют перемещения исполнительных органов станка только поочередно вдоль одной из координатных осей. Скорость подачи при перемещении в заданную позицию и в процессе обработки задается управляющей программой. Прямоугольные системы ЧПУ используются в тех случаях, когда обрабатываемые контуры заготовки можно расположить параллельно осям координат, например при продольном точении или плоскопараллельной фрезеровке.
|
Рис. 1.32. Формообразующая система ЧПУ |
Формообразующие системы ЧПУ реализуют движение исполнительного органа станка одновременно по двум и более осям координат, за счет чего появляется возможность производить обработку контуров и поверхностей сложной формы. В данных системах используют многокоординатный (как минимум двух координатный) интерполятор, выдающий управляющие сигналы сразу на соответствующее количество приводов подач. |
Прямоугольные и формообразующие системы ЧПУ относятся к контурным (непрерывным) системам. Контурные системы ЧПУ обеспечивают автоматическое перемещение исполнительных органов станка по управляющей программе, которая задает траекторию перемещения и контурную скорость, с которой оно выполняется. Многоцелевые (сверлильно-фрезерно-расточные) станки с ЧПУ оснащаются, как правило, гибридными контурно-позиционными системами управления, позволяющие оптимизировать управление станка в зависимости от вида обработки.
Формообразующие системы ЧПУ в настоящее время являются наиболее распространенным видом ЧПУ. Они имеют несколько уровней сложности, в зависимости от количества одновременно управляемых осей координат:
2D-формообразующие;
2½D-формообразующие;
3D-формообразующие;
4D- формообразующие;
5D- формообразующие.
Рис. 1.33. 2D-формообразующая система ЧПУ |
2D – формообразующая система ЧПУ осуществляет одновременное управление двумя осями координат станка. В результате на станке можно выполнять перемещения исполнительных органов по прямой линии и по дуге. Обычно данная система ЧПУ применяется на токарных станках (см. рис. 64). На фрезерных станках 2D-формообразующая система ЧПУ, как правило, не устанавливается, т.к. фрезерный станок имеет три оси координат, и одна из осей станка остается без управления системой ЧПУ. Например, если система ЧПУ управляет осями X и Y, то без управления остается ось Z (рис. 1.33).
|
|
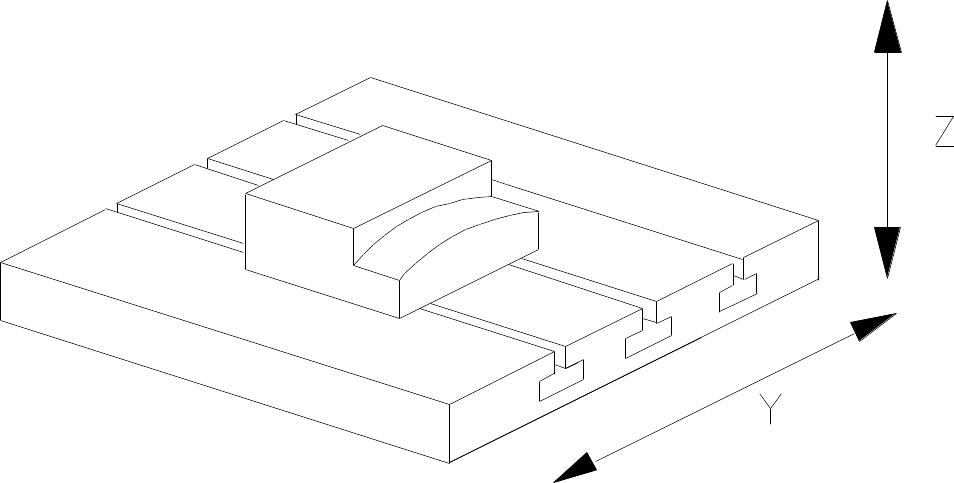
Рис. 1.34. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости XY)
Рис. 1.35. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости XZ)
Рис. 1.36. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости YZ) |
2½D – формообразующая система ЧПУ делает возможным перемещение исполнительных органов по трем осям координат станка. Но при этом одновременно управляемыми являются только две оси, а третья ось остается при этом неподвижной и служит в качестве установочной для отдельно выполняемого подвода и отвода инструмента. После выполнения заданной команды на перемещение в указанной плоскости обработки система ЧПУ может переключиться на перемещение в любой другой плоскости. В зависимости от выбранной плоскости обработки, возможно одновременное управление разными осями таким образом, что движения исполнительных органов станка происходят в следующих плоскостях: - плоскость XY (рис. 1.34), - плоскость XZ (рис. 1.35), - плоскость YZ (рис. 1.36) 2½D – формообразующая система ЧПУ широко применяется в простейших фрезерных станках с ЧПУ, имеющих, как правило, шаговые приводы подач. Она позволяет выполнять на этих станках обработку контуров и поверхностей сложной формы, однако при этом обработка объемных контуров ведется послойно в одной выбранной плоскости обработки. |
|
Рис. 1.37. 3D-формообразующая система ЧПУ |
3D – формообразующая система ЧПУ делает возможным управляемое перемещение исполнительных органов одновременно по трем осям координат станка. Благодаря этому становится возможным обработка сложных пространственных контуров без изменения положения заготовки на станке. В настоящее время 3D-формообразующей системой ЧПУ оснащается большинство промышленных фрезерных станков с программным управлением. |
|