

Термопрофиль пайки в парогазовой фазе
Предварительный нагрев
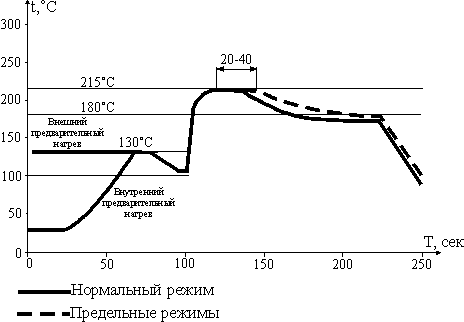
Предварительный нагрев является неотъемлемой частью пайки в парогазовой фазе. Пайка данным методом осуществляется следующим образом: пары специальной жидкости конденсируются на плате и за счет теплопередачи осуществляется нагрев участков сборки. Нагрев от температуры окружающей среды до температуры плавления припойной пасты осуществляется с огромной скоростью. Поэтому, для избежания повреждения компонентов и платы, осуществляется предварительный нагрев. Различают два типа предварительного нагрева: внутренний и внешний. Внутренний предварительный нагрев осуществляется непосредственно над ванной с испаряемой жидкостью при её постепенном нагреве. Внешний нагрев осуществляется в печи расположенной перед паяльной ванной. В обоих случаях плата нагревается до температуры 130 °С.
Пайка
Пайка осуществляется в среде парообразного фторуглерода в течение 20 - 40 секунд, при этом плата и установленные на ней компоненты испытывают повышение температуры от 100 - 130 °С до 200 - 220 С в течение 10 -30 секунд. Время воздействия на плату и компоненты пара фторуглерода строго выдерживать нет необходимости, так как плавление припойной пасты будет осуществляться до тех пор, пока плата не достигнет температуры пара, и капли углеводорода не перестанут конденсироваться на ней. Поэтому время самой пайки, обычно, задают интервалом.
Охлаждение
Охлаждение собранной платы после процесса расплавления припойной пасты осуществляют искусственным путем, причем процесс охлаждения может отличаться от показанного на диаграмме в зависимости от типов собираемых компонентов.
Пайка оплавлением
Область применения
Пайка оплавлением припойной пасты применима только к технологии поверхностного монтажа печатных плат. В основном все существующие системы пайки оплавлением ориентированы на ИК нагрев, однако ранее использовались системы с "темными" нагревателями. Сегодня нагрев такие нагреватели используются как вспомогательные: прогрев платы на предварительных этапах пайки с целью избежания тепловых поводок. При этом необходимо учесть, что передача тепла излучением в ИК области требует прозрачности корпусов электронных компонентов (в случае подкорпусного расположения выводов). Большинство современных SMD компонентов удовлетворяют этому требованию.
Описание процесса пайки
Процесс пайки компонентов, собранных на плате, с помощью ИК нагрева аналогичен пайке в ПГФ, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК излучением.
Основным механизмом передачи тепла, используемым в установках пайки с ИК нагревом, является излучение. Передача тепла излучением имеет большое преимущество перед теплопередачей за счет теплопроводности и конвекции, так как это единственный из механизмов теплопередачи, обеспечивающий передачу тепловой энергии по всему объему монтируемого устройства. Остальные механизмы теплопередачи обеспечивают передачу тепловой энергии только поверхности монтируемого изделия. В отличие от пайки в ПГФ, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с платами. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева микросборок. Основным недостатком пайки с ИК нагревом является то, что количество энергии излучения, поглощаемой компонентами и платами, зависит от поглощающей способности материалов, из которых они изготовлены. Поэтому нагрев осуществляется неравномерно в пределах монтируемого устройства. Пайка кристаллоносителей без выводов или с J-образными выводами может оказаться невозможной в установках с ИК-нагревом, если компонент непрозрачен для ИК-излучения.
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. В этом случае излучение имеет большую длину волны, чем излучение традиционных источников. Излучение такой системы не нагревает непосредственно микросборку, а поглощается технологической средой, которая в свою очередь передает тепло микросборке за счет конвекции. Этот способ пайки устраняет ряд недостатков, присущих традиционной пайке с ИК нагревом, таких, как неравномерный прогрев отдельных частей микросборки и невозможность пайки компонентов в корпусах, непрозрачных для ИК-излучения. Панельные излучатели имеют ограниченный срок службы и обеспечивают намного меньшую скорость нагрева, чем традиционные источники ИК излучения. Однако при их использовании может не потребоваться технологическая среда из инертного газа.
Технологические установки пайки ИК излучением
В зависимости от соотношения температур источника излучения и нагреваемого объекта процессы нагрева можно разделить на термодинамически равновесные и неравновесные. При равновесном нагреве температуры нагревателя и объекта близки друг к другу (например, нагрев в парах кипящей жидкости), при неравновесном - значительно отличаются. На практике желательно иметь равновесный режим нагрева, позволяющий устранить неравномерность нагрева и другие отрицательные факторы.
Первые установки ИК оплавления использовали для нагрева ламповые ИК излучатели с температурой 700-800° С. Поскольку температура пайки составляет 210-215° С, то режим нагрева значительно отличался от равновесного, при этом возникали перегретые участки, обусловленные, в частности, различной степенью черноты поверхностей. Улучшение характеристик установок было получено переходом на излучатели, работающие в средневолновом ИК диапазоне (3-10 мкм). Конструктивно такие излучатели представляют собой керамические панели больших размеров со значительным количеством воздушных камер, работающих при температуре 280-320° С. В таких устройствах до 60 % тепловой энергии доставляется к объекту за счет естественной конвекции, 40 % - при помощи средневолнового ИК излучения. Такие комбинированные установки производят нагрев объекта в режиме, близком к равновесному, и в настоящее время широко используются при монтаже.
Сегодня различают печи работающие только по принципу ИК нагрева (такие практически не выпускают), печи принудительной конвекции (нагрев осуществляется "темными" нагревателями + принудительное перемешивание воздушных слоев), и печи смешанного принципа действия - пользующиеся наибольшим спросом у современных производителей электронных модулей.
Классификация печей пайки оплавлением приведена на рис. 1.

Рис. 1.
Основные варианты установок пайки оплавлением приведены на рис. 2, 3.
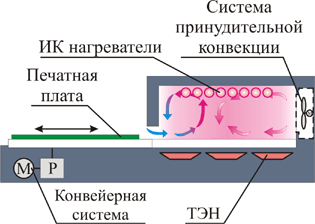
Рис. 2. Печь камерного типа: единичное и мелкосерийное производство
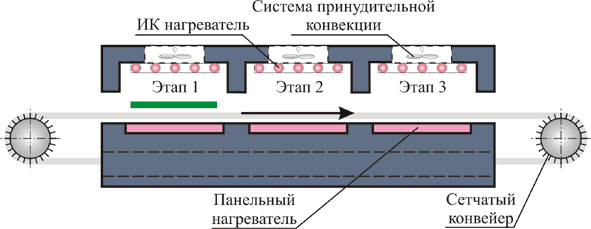
Рис. 3. Печь туннельного типа: крупносерийное и массовое производство
Модульные вертикальные печи оплавления приведенные в классификации еще не получили промышленного распространения, однако обзор европейских публикаций позволяет говорить о больших перспективах развития такого оборудования.