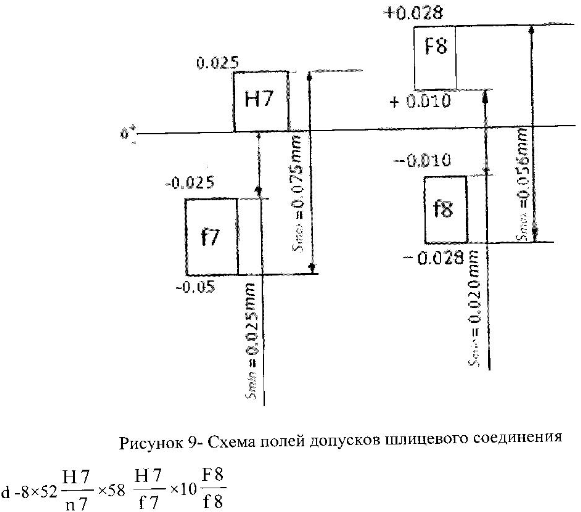
5.2 Выбор посадки
При центрировании по внутреннему диаметру, при заданных размерах, принимаются следующие посадки (ГОСТ 1139-80)
![]()
![]() - шлицевая втулка
- шлицевая втулка
![]() - шлицевый
вал
- шлицевый
вал
1)Центрирование по наружному диаметру D
2)Центрирование по боковым сторонам шлицев
3)Центрирование по внутреннему диаметру
Расчет и выбор гладких калибров
Назначение калибров
Калибры это бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали.
Преимуществом калибров является экономичностью и высокая производительность измерений при массовом и серийном производстве.
Предельные калибры используют для поверки гладких цилиндрических, конусных, резьбовых и шлицевых поверхностей, высоты выступов и глубины впадин, если на проверяемые размеры установлены допуски не точнее Т 16.
Калибры изготавливают из углеродистых цементируемых или инструментальных сталей (У10 А, У12 А, сталь 10, сталь 15 и др.) и твёрдых сплавов, износостойкость последних повышена в 50 – 150 раз по сравнению со специальными калибрами.
Применяют калибры двух видов: калибры-скобы – для проверки валов по предельным размерам. Скобы имеют проходную и не проходную измерительные поверхности с размерами: наибольший допустимый ПР – проходная часть измерительных поверхностей; наименьший допустимый НЕ – непроходная часть рисунок 1. Разница между этими размерами составляет допуск на размер диаметра контролируемого вала. Непроходная часть измерительных поверхностей НЕ изготовляется по наименьшему допустимому размеру вала, поэтому она на вал не находит.
Калибры-пробки применяют для контроля отверстий по предельным размерам. По характеру контактирования с контролируемой деталью калибры разделяются на калибры с поверхностным контактом – полные пробки для отверстий диаметром до 100 мм рисунок 4, а, с линейным контактом – неполные пробки для отверстий диаметром от 100 до 250 мм рисунок 4, б, с точечным контактом - сферические нутромеры или штихмасы для отверстий диаметром более 200 мм.
Расчет исполнительных размеров гладких калибров
Расчет калибров ведется в следующей последовательности:
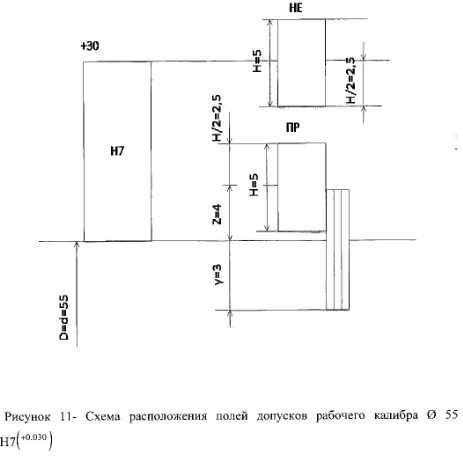
Расчет исполнительных размеров калибр – пробки для отверстия
Размер рабочего проходного нового калибра – пробки Р-ПРисп,мм:
![]() -H
-H
где z – отклонение середины поля допуска на изготовление проходного калибра – пробки относительно наименьшего диаметра контролируемого отверстия, мм;
Н – допуск на изготовление калибра – пробки с цилиндрической измерительной поверхностью, мм.
![]() -0,005
мм
-0,005
мм
![]() -0,005
мм
-0,005
мм
Размер рабочего проходного изношенного калибра – пробки Р – ПР
![]() ,
,
где у – допустимый выход размера изношенного калибра – пробки за границу допуска контролируемого изделия, мм.
![]() мм
мм
Размер рабочего непроходного калибра – пробки Р – НЕ исп. , мм:
![]() -H,
мм
-H,
мм
![]() -0,005
мм,
-0,005
мм,
![]() -0,005
мм
-0,005
мм
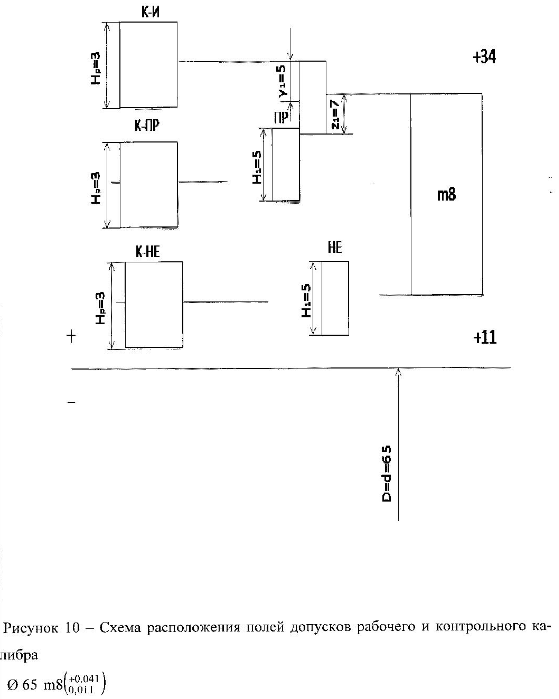
Расчет
исполнительных размеров калибра –
скобы для вала![]()
Размер рабочего проходного нового калибра – скобы Р – ПР
![]() +H1
+H1
где z1 – отклонение середины поля допуска на изготовление проходного калибра – пробки относительно наибольшего диаметра контролируемого вала, мм;
Н1 – допуск на изготовление калибра – скобы, мм.
![]() +0,005
мм,
+0,005
мм,
![]() +0,005
мм
+0,005
мм
Размер рабочего проходного изношенного калибра – скобы Р – ПР
![]()
где у1 – допустимый выход размера изношенного калибра – скобы за границу до пуска контролируемого изделия, мм.
![]()
Размер рабочего непроходного калибра - скобы Р – НЕ
![]() +H1
+H1
![]() +0,005
мм,
+0,005
мм,
![]() +0,005
мм
+0,005
мм
Расчет исполнительных размеров контрольного калибра для контроля калибра - скобы для отверстия
Размер контрольного калибра для проходного нового калибра – скобы К-ПР исп.
![]() -Hр
,
-Hр
,
Где Нр – допуск на изготовление контрольных калибров для контроля калибра – скобы, мм.
![]() -0,003
мм
-0,003
мм
![]() -0,003
мм
-0,003
мм
Размер контрольного калибра для проходного изношенного калибра – скобы К – ПР изн
![]() -Hp
мм
-Hp
мм
![]() -0,003
мм
-0,003
мм
![]() -0,003
мм
-0,003
мм
Размер контрольного калибра для непроходимого калибра –
скобы К – НЕ исп.
![]() -Hp
,
-Hp
,
![]() -0,003
мм,
-0,003
мм,
![]() -0,003
мм.
-0,003
мм.