

§ 7.2. Прочность соединения
Как было указано в § 7.1, стандартную посадку выбирают по условиям неподвижности соединения при заданной нагрузке без каких-либо дополнительных скреплений. Однако возможны случаи, когда намеченная посадка недопустима по условиям прочности сопрягаемых деталей, так как ее натяг вызывает их разрушение или чрезмерные деформации. Поэтому при расчете необходимо рассматривать как условия прочности (неподвижности) соединения, так и условия прочности его деталей. Расчет прочности деталей является проверкой возможности применения намеченной посадки.
Расчет прочности соединения. На рис. 7.3 приведена расчетная
 схема
прессового соединения.
схема
прессового соединения.
Условие прочности соединения при нагружении осевой силой
КРа^Грк<11, (7.2)
где р—давление на поверхность контакта; Къ 1,5...2 — коэффициент запаса.
Условие прочности соединения при нагружении крутящим моментом
КТ^/ркй21/2. (7.3)
При совместном действии Т и Ра
К^¥[+Щ^РП(Н, (7.4)
где /’, = 277с/—окружная сила.
По теории расчета толстостенных цилиндров, изучаемой
в курсе «Сопротивление материалов», удельное давление на
поверхности контакта связано с натягом зависимостью
р=м/У(с1/е1+с2/е2)], (7-5)
^ (12 + (11 ^ ^
1'2_^Г7?+Ц2;
Е{ и Е2, щ и |л2 — модули упругости и коэффициенты Пуассона материалов вала и втулки:
для стали £»(21...22) • 104 МПа и ц^0,3,
для чугуна £»(12...14) • 104 МПа и ц»0,25,
для бронзы £»(10...11) • 104 МПа и ц»0,33.
При расчете прочности соединения расчетный натяг N определяют по минимальному табличному или вероятностному натягу [см. формулу (0.1)] с поправкой и на срезание и сглаживание шероховатости поверхности при запрессовке (если сборку выполняют нагреванием или охлаждением, м = 0):
N=N^-11, и= 1,2(Л21 + Л22), (7.6)*
где и Ях2 — высоты шероховатостей посадочных поверхностей.
Наиболее распространенные значения для поверхностей прессовых соединений 10...6,3; 3,2... 1,6 мкм, что соответствует 6...8-му классам шероховатости.
Экспериментальные исследования показали, что значение коэффициентов трения на контактной поверхности зависит от многих факторов: способа сборки, удельного давления р, шероховатости поверхности, рода смазки поверхностей, применяемой при запрессовке деталей, скорости запрессовки и пр. Поэтому точное значение коэффициента трения может быть определено только испытаниями при заданных конкретных условиях2. В приближенных расчетах прочности соединения стальных и чугунных деталей принимают:
0,08...0,1—сборка прессованием; /^0,12...0,14— сборка с нагревом или охлаждением.
Изгибающий момент, которым может быть нагружено соединение, определяют на основе следующих расчетов (рис. 7.4). Действие момента (М = ^) вызывает в соединении такое перераспределение давления /?, при котором внешняя нагрузка уравновешивается моментом внутренних сил МЕ = Ях.
Составляя расчетные зависимости, полагают, что поворот шипа происходит вокруг центра тяжести соединения — точки О, а первоначальная равномерная эпюра давлений (на чертеже показана штриховой линией) переходит в треугольную, как
показано на рис. 7.4, или трапецеидальную. Кроме того, не учитывают действие силы ^ перенесенной в точку О, как малое в сравнении с действием момента М. Максимально давление изменяется в плоскости действия нагрузки. При не
Рис.
7.4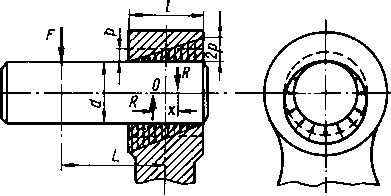
М=РЬ = Лх,
где Л—равнодействующая давлений на поверхностях верхнего и нижнего полуцилиндров. Значение этой равнодействующей определяется давлением р прессовой посадки и не изменяется от действия изгибающего момента:
Я=рШ.
Плечо пары х = 1/3. Подставляя данные, получаем
М=р<И21Ъ.
Для обеспечения необходимого запаса прочности соединения на практике принимают
М^0,2р(И2. (7.7)
При этом давление в наиболее нагруженных точках соединения не должно вызывать пластических деформаций.
Изменение давлений, вызванное действием изгибающего момента, не отражается на способности соединения воспринимать осевую силу и крутящий момент, так как суммарное значение сил трения остается постоянным.
Расчет прочности и деформаций деталей прессового соединения выполняют по формулам для толстостенных цилиндров. Эпюры напряжений в деталях 1 и 2 показаны на рис. 7.5, где аг — напряжение сжатия в радиальном направлении; с?,, и ст12 — напряжения сжатия и растяжения в тангенциальном направлении (осевые напряжения малы, их не учитывают). Давление р при расчете прочности деталей определяют [см. формулу (7.5)] по максимальному натягу:
Р = Хшах-«- (7.8)
Рис.
7.5
СТэк = —
где —максимальное, а ст3 — минимальное нормальные напряжения, считая растяжение положительным; ат — предел
текучести материала.
Нетрудно установить, что наибольшие эквивалентные напряжения стЭ1[ имеют место в точках внутренних поверхностей втулки и вала.
Для втулки а,=а,
’1 —и!2’
а3=~аг=—р и условие отсутствия пластических деформаций
г^СТт
'Н-*2'*'' т2’
ИЛИ
(7.9)
или
и
аэк1=о
и
где
ат2
— предел текучести материала втулки.
Для
вала
ст,=0;
ст3=—
ст,
р^аг1(с12-(121)1(2(12).
Появление пластических деформаций не является во всех случаях недопустимым. Опыт применения прессовых посадок свидетельствует о том, что надежные соединения могут быть получены и при наличии некоторой кольцевой пластической зоны вблизи внутренней поверхности втулки. Давление на поверхности контакта при наличии пластических деформаций можно определять по приближенных формулам:
при ЛГ<1,5#Т р=рт(2NT-N)/Nr■, при #>1,5#т р = 0,5рт,
(7.11)
где и рт — расчетный натяг и давление, соответствующие пределу текучести.
Давление рт определяют как меньшее из двух значений при знаке равенства в формулах (7.9) и (7.10). При известном рт по формуле (7.5) определяют Л^т.
Увеличение наружного диаметра втулки, вызванное растяжением от посадки, можно оценить по формуле
Ас12 = 1р(12(121[Е2{(122-(12)\. (7.12)
Рис.
7.6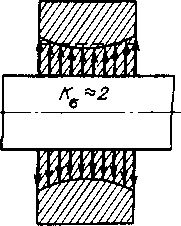
Эффект концентрации напряжений можно уменьшить изготовлением деталей специальной формы. Примеры специальной формы вала и втулки показаны на рис. 7.7. Значение коэффициента концентрации напряжений Ка в прессовом соединении зависит от многих факторов: характеристик механической прочности материалов, размеров деталей, давления, рода нагрузки и т. д. В качестве примера на рис. 7.6 и 7.7 указаны значения Ка при (1=50 мм, <тв = 500 МПа, р^ЪО МПа.

к** 1.4 I
т.
Рис. 7.7
Расчеты по наименьшему и наибольшему табличным натягам приводят в большинстве случаев к чрезмерно большим запасам прочности соединения и деталей [см. формулы (7.6) и (7.8)]. Так, например, для посадки 0 60Я7/и7 (см. рис. 7.10 и пример расчета) наибольший натяг (105 мкм) в два с лишним раза превышает наименьший натяг (45 мкм). Во столько же раз могут изменяться действительные нагрузочные способности соединения и напряжений деталей. Пределы рассеивания натяга уменьшаются с повышением классов точности изготовления деталей.
Вероятность минимальных и максимальных отклонений размеров мала. Поэтому в массовом производстве выгодно применять вероятностные методы расчета, допуская ту или иную вероятность отказа (см. пример 7.1). В индивидуальном и мелкосерийном производстве целесообразно проверять расчет по замеренному натягу.
Так же как и в зубчатом соединении, в прессовом соединении наблюдается коррозионно-механическое изнашивание, связанное с циклическими относительными микро
перемещениями поверхностей посадки (рис. 7.8). Нетрудно понять, что изгиб вала моментом М и кручение вала моментом Т распространяются внутрь ступицы, как изображено на эпюрах М и Т. При вращении вала деформации изгиба — растяжения ( + ) и сжатия ( —) — поверхностных слоев вала циклически изменяются (при повороте на 180° знаки меняются на обратные) и сопровождаются микросдвигами относительно поверхности ступицы. Кручение вала также вызывает микросдвиги, но в отличие от изгиба эти микросдвиги цикличны только при переменном крутящем моменте.
 Изнашивание
постепенно уменьшает прочность
соединения и сокращает срок службы.
Изнашивание
постепенно уменьшает прочность
соединения и сокращает срок службы.
Расчет прессовых соединений на коррозионно-механическое изнашивание пока не разработан, но известны методы снижения или даже устранения этого вида изнашивания: повышение твердости поверхностей посадки; уменьшение напряжений а и т путем увеличения диаметра в месте посадки; увеличение натяга или давления посадки р, а следовательно, и сил трения, которое сокращает распространение деформаций внутрь ступицы и уменьшает относительные перемещения; образование кольцевых проточек по торцам ступицы (рис. 7.8), Эти проточки увеличивают податливость ступицы, позволяют ей деформироваться вместе с валом и уменьшают микросдвиги.