

§ 6.2. Материал шпонок и допускаемые напряжения
Стандартные шпонки изготовляют из чистотянутых стальных прутков—углеродистой или легированной стали с пределом прочности аь не ниже 500 МПа. Значение допускаемых напряжений зависит от режима работы, прочности материала вала и втулки, типа посадки втулки на вал.
Для неподвижных соединений допускают:
при переходных посадках [асм] = 80...150 МПа;
при посадках с натягом [асм]= 110...200 МПа.
Меньше значения для чугунных ступиц и при резких изменениях нагрузки.
В подвижных (в осевом направлении) соединениях допускаемые напряжения значительно снижают в целях предупреждения задира и ограничения износа.
При этом принимают [асм] = 20...30 МПа.
§ 6.3. Оценка соединений призматическими шпонками и их применение
Призматические шпонки широко применяют во всех отраслях машиностроения. Простота конструкции и сравнительно низкая стоимость — главные достоинства этого вида соединений.
Отрицательные свойства: соединение ослабляет вал и ступицу шпоночными пазами; концентрация напряжений в зоне шпоночной канавки снижает сопротивление усталости вала; прочность соединения ниже прочности вала и ступицы, в особенности при переходных посадках или посадках с зазором. Поэтому шпоночные соединения не рекомендуют для быстроходных динамически нагруженных валов. Технологическим недостатком призматических шпонок является трудность обеспечения их взаимозаменяемости, т. е. необходимость пригонки или подбора шпонки по пазу, что ограничивает их применение
в крупносерийном и массовом производстве. Пригонкой стремятся обеспечить устойчивое положение шпонки в пазах, так как перекос (выворачивание) шпонки значительно ослабляет соединение. Сегментная шпонка с глубоким пазом в этом отношении обладает преимуществом перед простой призматической шпонкой. Ее предпочитают применять при массовом производстве.
§ 6.4. Общие замечания по расчету шпоночных соединений
Все размеры шпонок и допуски на них стандартизованы. Стандарт предусматривает для каждого диаметра вала определенные размеры поперечного сечения шпонки. Поэтому при проектных расчетах размеры Ь и А берут по справочнику и определяют /. Расчетную длину шпонки округляют до стандартного размера, согласуясь с размером ступицы.
Полученные выше расчетные формулы не учитывают влияния сил трения, которые образуются в соединении при посадках с натягом. Эти силы трения частично разгружают шпонку и учитываются при выборе допускаемых напряжений (см. выше).
В тех случаях, когда одна шпонка не может передать заданного момента, устанавливают две или три шпонки. При этом следует учитывать, что постановка нескольких шпонок связана с технологическими затруднениями, а также ослабляет вал и ступицу. Поэтому многошпоночные соединения почти не применяют. Их заменяют зубчатыми соединениями.
§ 6.5. Зубчатые (шлицевые) соединения
Конструкция и классификация. Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев в отверстии ступицы (рис. 6.6). Размеры зубчатых соединений, а также допуски на них стандартизованы.
 Зубья
на валах получают фрезерованием,
строганием или накатыванием. Зубья в
отверстиях образуют протягиванием или
долблением. Протягивание —
высокопроизводительный способ и
широко применяется в массовом производстве.
Для отделочных операций используют
шлифование, дорнирование и др.
Зубья
на валах получают фрезерованием,
строганием или накатыванием. Зубья в
отверстиях образуют протягиванием или
долблением. Протягивание —
высокопроизводительный способ и
широко применяется в массовом производстве.
Для отделочных операций используют
шлифование, дорнирование и др.
Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая; они отличаются высотой и числом зубьев.
Число зубьев изменяется от 6 до 20. У соединений тяжелой серии зубья выше, а их число больше, что позволяет передавать большие нагрузки. По форме профиля различают зубья прямобочные, эвольвент- ные и треугольные. Последние мало распространены и здесь не рассматриваются. Рис. 6.6
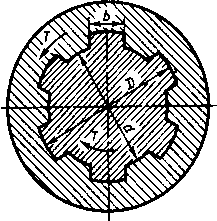
Соединения с прямобочными зубьями выполняют с центрированием по боковым граням (рис. 6.7, а), по наружному (рис. 6.71 в) или внутреннему (рис. 6.7,6) диаметрам. При выборе способа центрирования руководствуются следующим.
Центрирование по диаметрам D или d обеспечивает высокую соосность вала и ступицы по сравнению с центрированием по боковым граням.
Центрирование по боковым граням b обеспечивает более равномерное распределение нагрузки по зубьям. Его применяют при тяжелых условиях работы (ударные и реверсивные нагрузки и др.).
Диаметр центрирования (D или d) выбирают из технологических условий. Если твердость материала втулки позволяет обработку протяжкой (<350 НВ), то рекомендуют центрирование по D. При этом центрирующие поверхности отверстия калибруют протяжкой, а центрирующую поверхность вала—шлифованием. При высокой твердости втулки рекомендуют центрирование по d. В этом случае центрирующие поверхности отверстия и вала можно обрабатывать шлифованием.
Рис.
6.8
Соединения с эвольвентными зубьями выполняют с центрированием по боковым граням (рис. 6.8, а) или наружному
диаметру вала (рис. 6.8, б). Наиболее распространен первый способ.
В отличие от зубчатых колес угол профиля эвольвентных зубьев соединения увеличен до 30°, а высота уменьшена до 0,9... 1 модуля. Эвольвснтные зубья меньше ослабляют вал вследствие радиусных галтелей у основания зубьев. Так же как и прямобочные, их можно применять в соединениях, подвижных вдоль оси вала.