

Глава 4
СОЕДИНЕНИЕ ПАЙКОЙ И СКЛЕИВАНИЕМ
§ 4.1. Общие сведения, оценка и применение
Соединения пайкой и склеиванием применяли значительно раньше сварных. Известны примеры применения пайки
.5 тыс. лет назад.
І
Рис
4 1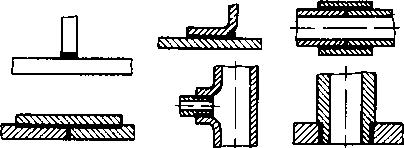
По конструкции паяные и клеевые соединения подобны сварным (рис. 4.1). В отличие от сварки пайка и склеивание позволяют соединять детали не только из однородных, но и неоднородных материалов, например: сталь с алюминием; металлы со стеклом, графитом, фарфором; керамика с полупроводниками; пластмассы; дерево, резина и пр.
При пайке и склеивании кромки деталей не расплавляются, что позволяет более точно выдерживать их размеры , и форму, а также производить повторные ремонтные соединения. По прочности паяные и клееные соединения уступают сварным в тех случаях, когда материал деталей обладает достаточно хорошей свариваемостью. Исключение составляют соединения тонкостенных элементов типа оболочек, когда имеется опасность прожога деталей при сварке.
Применение пайки и склеивания в машиностроении возрастает в связи с широким внедрением новых конструкционных материалов (например, пластмасс) и высокопрочных легированных сталей, многие из которых плохо свариваются. Примерами применения пайки в машиностроении могут служить радиаторы автомобилей и тракторов, камеры сгорания жидкостных реактивных двигателей, лопатки турбин, топливные и масляные трубопроводы и др. В самолетостроении наблюдается тенденция перехода от клепаной алюминиевой обшивки к обшивке из тонких стальных листов с сотовым промежуточным заполнением. Эту обшивку изготовляют в виде панелей, паянных в термических печах (рис. 4.2).
Рис. 4.2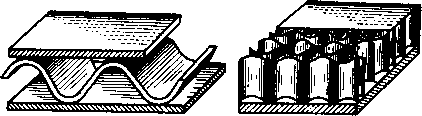
Пайка и склеивание являются одним из основных видов соединения в приборостроении, в том числе в радиоэлектронике, где они являются преимущественно связующими, а не силовыми соединениями.
Процессы пайки и склеивания сравнительно легко поддаются механизации и автоматизации. Во многих случаях применение пайки и склеивания приводит к значительному повышению производительности труда, снижению м^ссы и стоимости конструкций.
Эффективность применения паяных и клеевых соединений, их прочность и другие качественные характеристики в значительной степени определяются качеством технологического процесса: правильным подбором типа припоя или клея,
температурным режимом, очисткой поверхностей стыка, их защитой от окисления и пр. Этим вопросам посвящены специальные курсы [21] и главы курса «Технология конструкционных материалов».
§ 4.2. Соединение пайкой
Примеры конструкции изображены на рис. 4.1 и 4.2. Соединение образуется в результате химических связей материала деталей и присадочного материала, называемого припоем. Температура плавления припоя (например, олова) ниже температуры плавления материала деталей, поэтому в процессе пайки детали остаются твердыми. При пайке расплавленный припой растекается по нагретым поверхностям стыка деталей. Поверхности деталей обезжиривают, очищают от окислов и прочих посторонних частиц. Без этого нельзя обеспечить хорошую смачиваемость поверхностей припоем и заполнение зазора в стыке.
Размер зазора в стыке деталей в значительной мере определяет прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. Это связано, во- первых, с тем, что при малых зазорах проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем; во-вторых, диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщу паяного шва (диффузионный слой и слой раствора прочнее самого припоя). Чрезмерно малые зазоры препятствуют течению припоя. Размер оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей тугоплавкими припоями (серебряными или медными) приближенно рекомендуют зазор 0,03...0,15 мм, при легкоплавких припоях (оловянных) — 0,05...0,2 мм.
Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающим ее применение, в особенности для крупногабаритных конструкций. По сравнению со сваркой пайка требует более точной механической обработки и сборки деталей перед пайкой. Примеры сборки деталей перед пайкой показаны на рис.
![]()
д)
Т77
43
ж)
Припой
\
;г^ЧУГ»АТ&727/Ж
Рис. 4.3
а...ж. Для фиксации относительного положения деталей нередко используют специальные приспособления, большие плоские стыки прихватывают точечной сваркой (рис.
а) и т. п.
Нагрев припоя и деталей при пайке осуществляют паяльником, газовой горелкой, т. в. ч., в термических печах, погружением в ванну с расплавленным припоем и пр. При пайке т. в. ч. или в термической печи припой укладывают в процессе сборки деталей в месте шва в виде проволочных контуров (рис. 4.3, б, е, ж), фольговых прокладок, лент, мелкой дроби (рис. 4.3, в) или паст в смеси с флюсом.
Для уменьшения вредного влияния окисления поверхностей деталей применяют специальные флюсы (на основе буры, хлористого цинка, канифоли); паяют в среде нейтральных газов (аргона) или в вакууме.
В качестве припоев применяют как чистые металлы, так и сплавы. Чаще других применяют сплЪвы на основе олова, меди, серебра. Примеры характеристик некоторых припоев приведены в табл. 4.1.
Таблица
4.1
Припой
Температура
плавления, С
МПа
Относительное
удлинение, %
Оловянно-свинцовый
ПОССу 40-2.
230
45
48
Медно-цинковый
ПМЦ54
860
350
20
Серебряно-медный
ПСр45,
720
400
25
Расчет прочности паяных соединений аналогичен расчету сварных. Например, для стыковых соединений (рис. 4.4, а)
(4.1)
д) для нахлесточных со-
7 единений (рис. 4.4, б)
т = /7(й/К|У], (4.2)
где [а'] и [т'] — допускаемые напряжения в паяном шве.
Аналогично можно записать расчетные напряжения для других конструкций соединений.
При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В подобных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Значение нахлестки по условию равнопрочности (рис. 4.4, б)
(4.3)
Рис
4 4
/=[ст]5/[У],
где [а] — допускаемое напряжение для материала деталей.
Общих рекомендаций по допускаемым напряжениям для паяных соединений не выработано. Частный пример, характеризующий прочность соединений, паянных серебряным припоем ПСр45 [21], следующий:
Сталь
СтЗ
350...400
Сталь
30ХГСА
540.
400
Сталь
45
Сталь
Х18Н9Т
180...260
Медь
450...500
250
Материал
деталей Прочность на срез, МПа