

2.10.6 Будова і технологічні можливості внутрішньо-шліфувальних верстатів
Внутрішнє шліфування застосовують для отримання високої точності циліндричних, конічних та фасонних отворів, внутрішніх торцевих поверхонь. Можливе шліфування наскрізних та глухих отворів. Діаметр шліфувального кругу складає 0,7 – 0,9 діаметра шліфувального отвору. Кругу надають високу частоту обертання: вона тим вище, чим менше діаметр круга.
На (Рисунку 6.97, а) приведена схема шліфування із закріпленням заготовки в кулачковому патроні.

Внутрішні фасонні поверхні шліфують спеціально заправленим кругом методом врізання.
Внутрішні конічні поверхні шліфують з поворотом передньої бабки так, щоб твірна конуса розташовувалась вздовж напрямку поздовжньої подачі
Отвори великих діаметрів шліфувати таким чином нераціонально через великі розміри, а відповідно і масу круга, що вимагає застосування високоточних та високоміцних верстатів, особливо шпиндельних вузлів. В цих випадках використовують планетарне шліфування. Заготовка на столі верстата закріплюється нерухомо. Шліфувальний круг обертається навколо власної осі Vk, а також навколо осі отвору Sпл, що аналогічно круговій подачі. (положення круга, що здійснив в планетарному русі половину оберту, показано штриховою лінією). Планетарним шліфуванням оброблюють внутрішні фасонні і торцеві поверхні, а також отвори, положення яких певним чином пов’язані один з другим (деталі типу корпус).
2.10.6 Будова і технологічні можливості безцентрово-шліфувальних верстатів
Будова безцентрово-шліфувальних верстатів
Н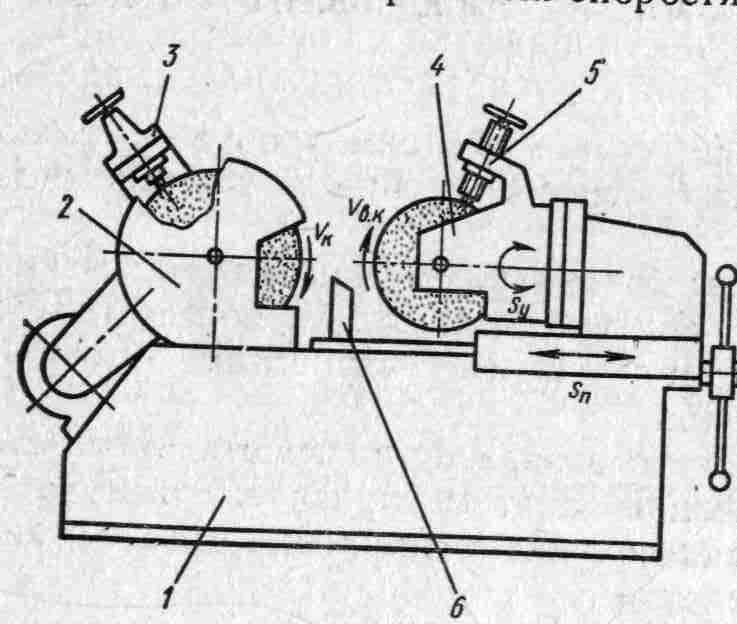 а
станині 1 безцентрово-шліфувального
верстату (Рисунок 6.98) встановлені 2
круга: шліфуючий на бабці 2 і ведучий на
бабці 4 (тяговий)
а
станині 1 безцентрово-шліфувального
верстату (Рисунок 6.98) встановлені 2
круга: шліфуючий на бабці 2 і ведучий на
бабці 4 (тяговий)
Кожний із кругів піддається періодичній правці за допомогою механізмів 3 і 5. Заготовка обертається на ножі 6 і одночасно контактує з обома кругами.
Щоб заготовка переміщалась по ножу з повздовжньою подачею, бабку ведучого кругу повертають на невеликий кут. Якщо шліфують заготовки з уступами, то бабку ведучого кругу не повертають, а вся вона переміщується по напрямним станини з подачею до певного положення.
Обробка на безцентрово-шліфувальних верстатах
Обробка на безцентрово-шліфувальних верстатах – високопродуктивна, оскільки заготовки оброблюють в незакріпленому стані, що не вимагає виконання центрувальних отворів, мінімальні витрати часу на встановлення заготовки та її зняття.
Заготовку 3 (Рисунок 6.99, а) встановлюють на ніжку 2 між робочим 1 і ведучим кругом 4.
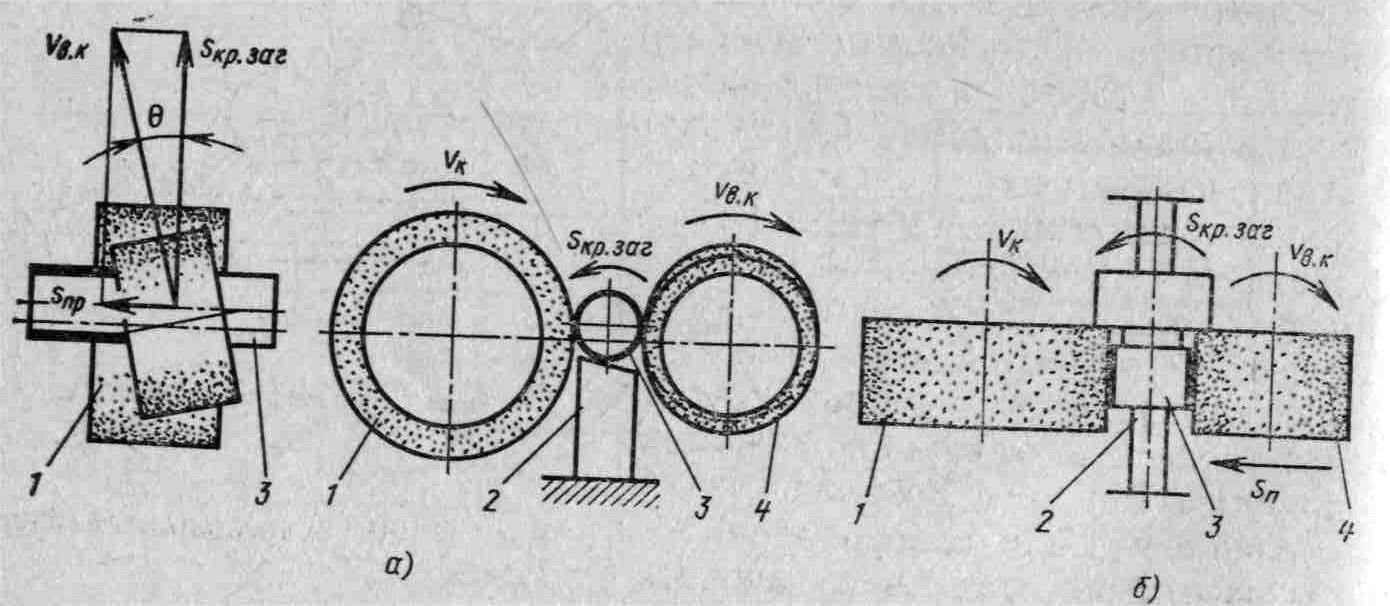
Рисунок 6.99 – Схеми обробки на безцентрово-шліфувальних верстатах
Ці круги обертаються в одному напрямку, але з різними швидкостями. Тертя між ведучим кругом і заготовкою більше, ніж між нею і робочим кругом. Внаслідок цього заготовка залучається в обертання із швидкістю, близькій до окружної швидкості ведучого круга.
Перед шліфуванням ведучий круг встановлюють під кутом (1-7°) до осі обертання заготовки. Вектор швидкості цього круга розкладається на складові і виникає повздовжня подача Sпозд тому заготовка переміщується по ножу вздовж своєї осі і шліфується на всю довжину. Чим більше кут , тим більше подача. Такі верстати легко автоматизувати, установлюючи похилий лоток, по якому заготовки будуть сповзати на ніж, проходити процес шліфування і падати в тару.
Заготовки ступінчатої форми або з фасонними поверхнями шліфують методом врізання (Рисунок 6.99, б). Перед шліфуванням ведучий круг відводять в бік, заготовку кладуть на ніж і потім підтискають її ведучим кругом. Оброблюють з поперечною подачею Sп до отримання необхідного розміру деталі. Після шліфування оброблена деталь видаляється із зони різання виштовхувачем.