Министерство образования и науки России
Федеральное государственное автономное образовательное учреждение высшего профессионального образования
«Уральский федеральный университет» имени первого президента России Б.Н. Ельцина (филиал) в г. Каменске-Уральском.
Металлорежущие станки
Контрольная работа №2
Вариант 2
Преподаватель: Пестов К.Н.
Студент: Кржижановский В.Ю.
Группа: МЗ-590319сКУ
Каменск-Уральский
2012 г.
«Кинематика и настройка затыловочного станка»
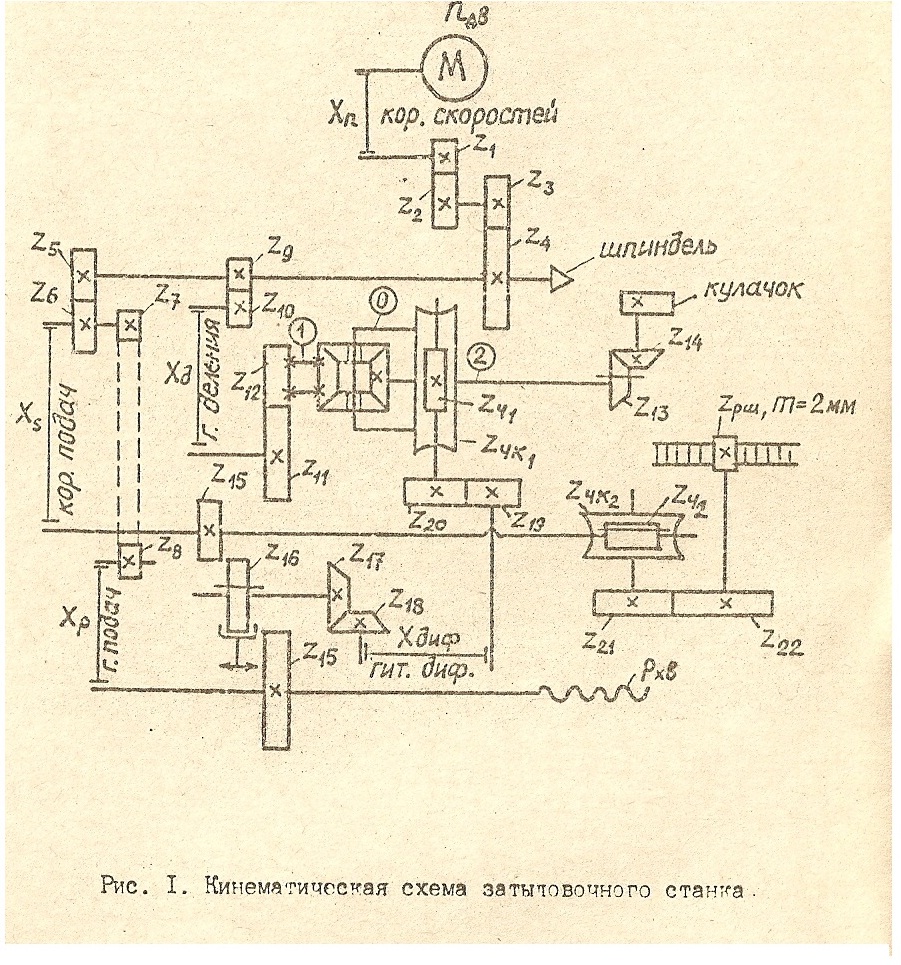
Кинематика процесса затылования дисковых, цилиндрических и червячных фрез и кинематическая схема затыловочного станка 1811 (1a811, 1б11)
Токарно-затыловочные станки предназначены для обработки задних поверхностей зубьев инструментов: дисковых, цилиндрических и червячных фрез, а также метчиков с прямыми и винтовыми канавками. Затылование происходит по архимедовой спирали. Такой профиль зуба инструмента применяется только для фасонных фрез.
Затылование производится в результате сложения двух движений:
вращательного движения детали ;
возвратно-поступательного движения режущего инструмента к детали.
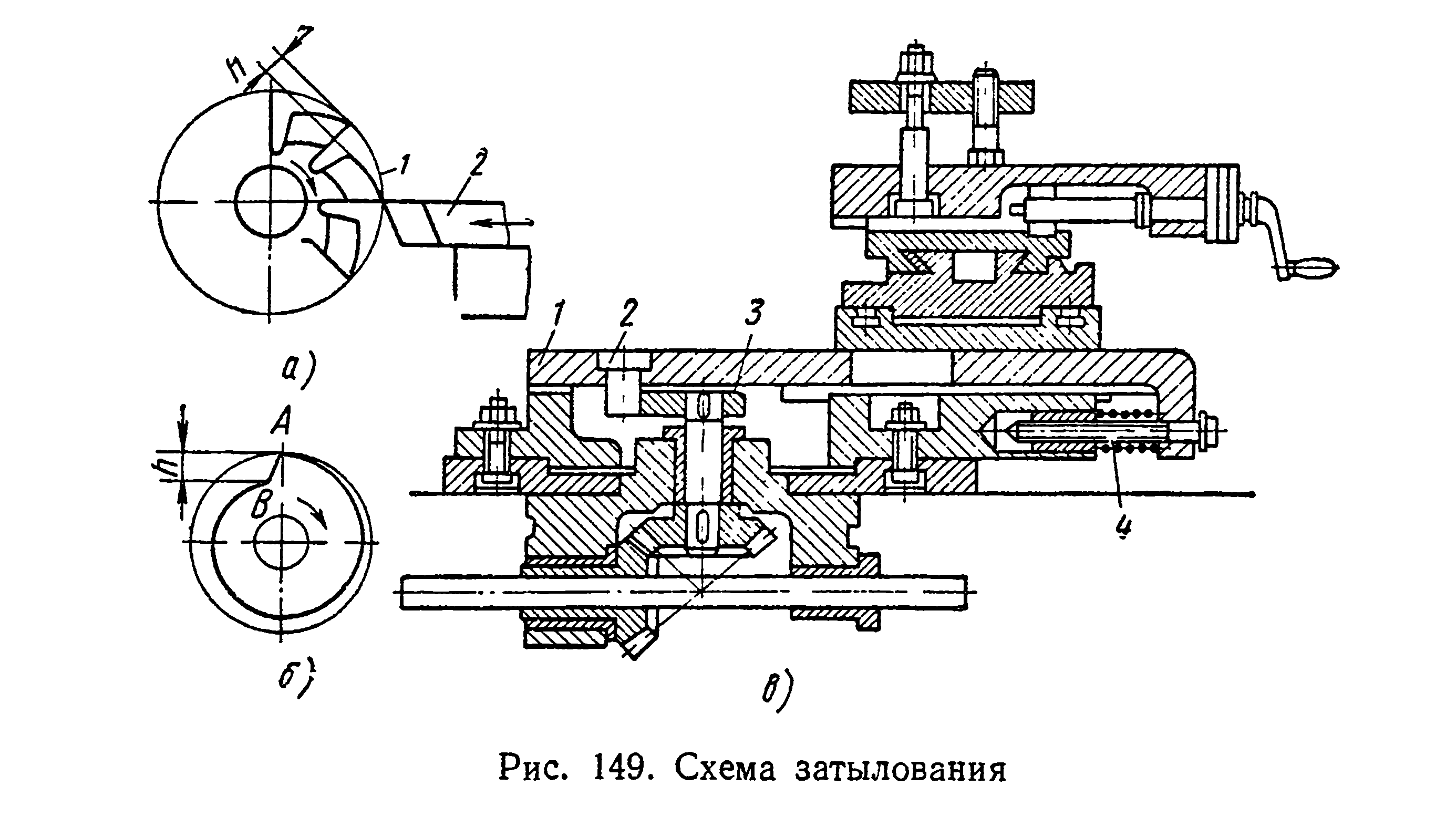
При вращении детали 1 режущий инструмент 2 на участке зуба поступательно перемещается к центру детали на величину h (падение затылка) и срезает стружку. Когда режущий инструмент достигает конца зуба, за которым начинается стружечная канавка, он быстро отходит в исходное положение. При дальнейшем вращении детали эти движения режущего инструмента повторяются. Количество таких возвратно-поступательных движений на один оборот детали равно числу его зубьев.
Возвратно-поступательное движение инструмента осуществляется от кулачка (рис. 1, б), который установлен в специальном суппорте ( рис. 1, в). Подвижная часть суппорта 1 с пальцем 2 прижимается к кулачку 3 под действием пружины 4. Движение подвижной части суппорта 1 вперед сопровождается сжатием пружины 4, которое происходит под действием рабочей кривой ВА вращающегося кулачка, а возврат в исходное положение – под действием пружины по кривой кулачка АВ.
В зависимости от направления движения режущего инструмента относительно оси детали различают три вида затылования: радиальное (рис. 2 а), косое (рис. 2 б), и торцовое (рис. 2 в).
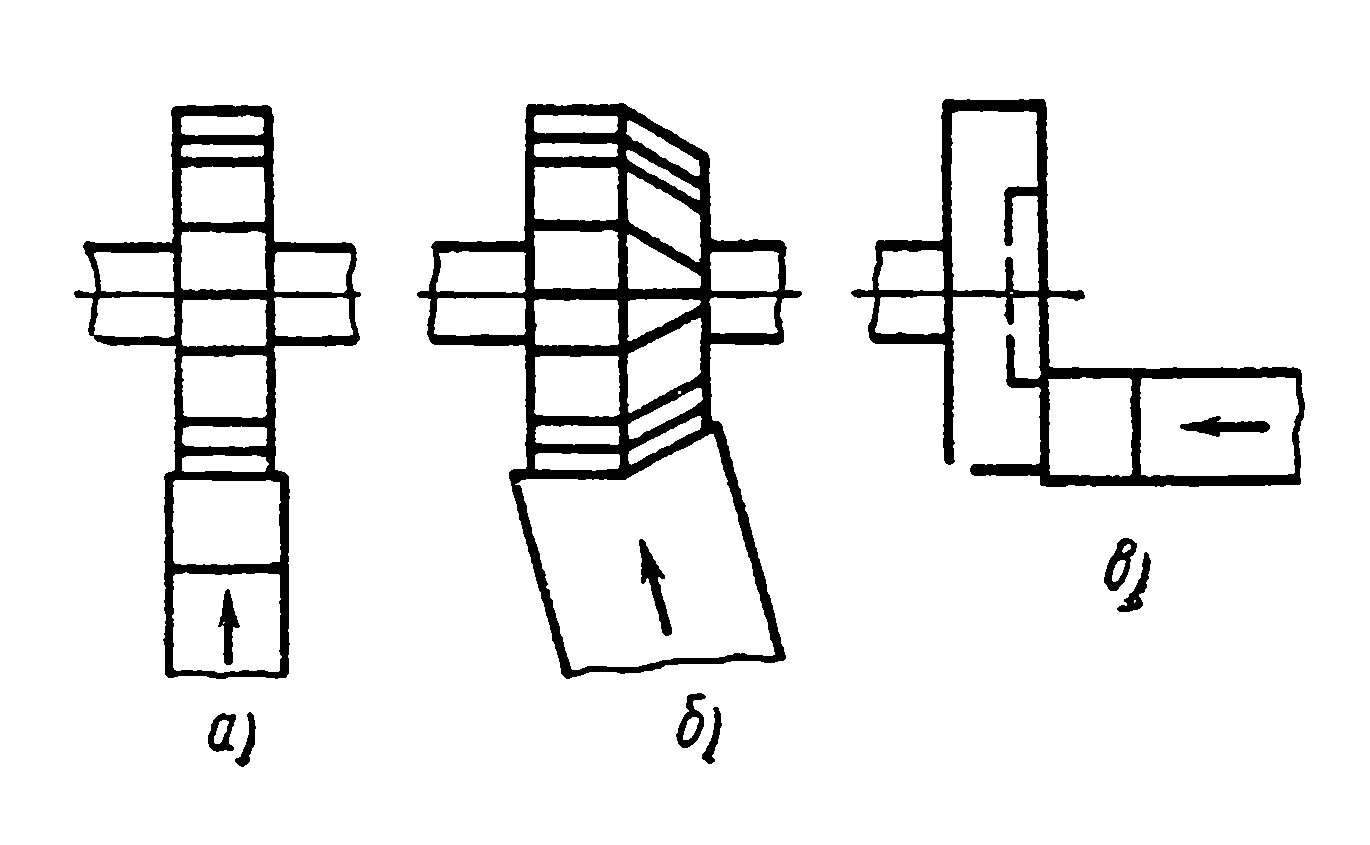
Рис.2 Виды затылования.
Затылование фрез
В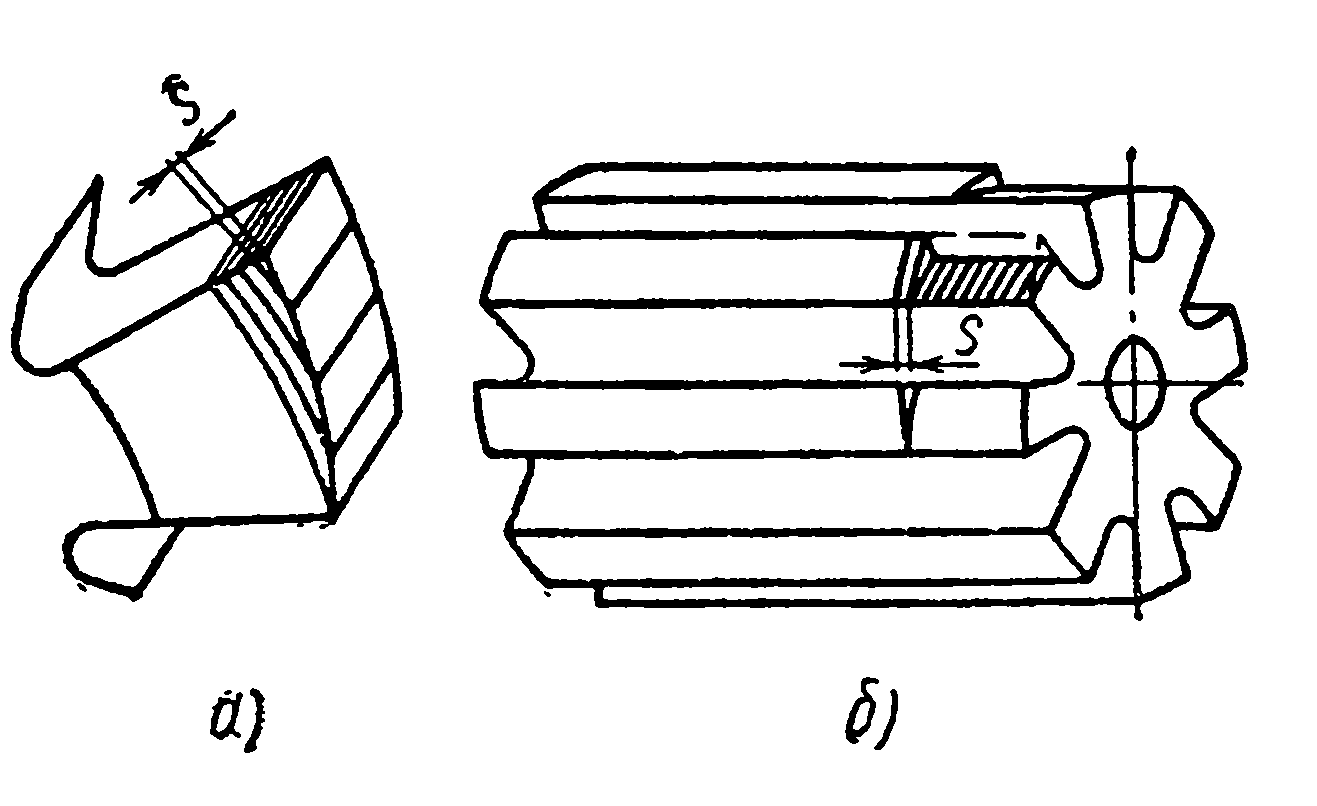 зависимости от формы и размеров затылуемых
фрез применяются различные методы
работы. Например, узкие дисковые фрезы
обычно обрабатываются фасонными резцами
методом поперечной подачи (рис.3а),
длинные детали цилиндрической формы,
а также имеющие фасонный профиль затылуют
продольной подачей резца, при этом
затылок зубьев снимается за один или
несколько проходов (рис.3 б)
зависимости от формы и размеров затылуемых
фрез применяются различные методы
работы. Например, узкие дисковые фрезы
обычно обрабатываются фасонными резцами
методом поперечной подачи (рис.3а),
длинные детали цилиндрической формы,
а также имеющие фасонный профиль затылуют
продольной подачей резца, при этом
затылок зубьев снимается за один или
несколько проходов (рис.3 б)
Рис.3 Методы затылования.
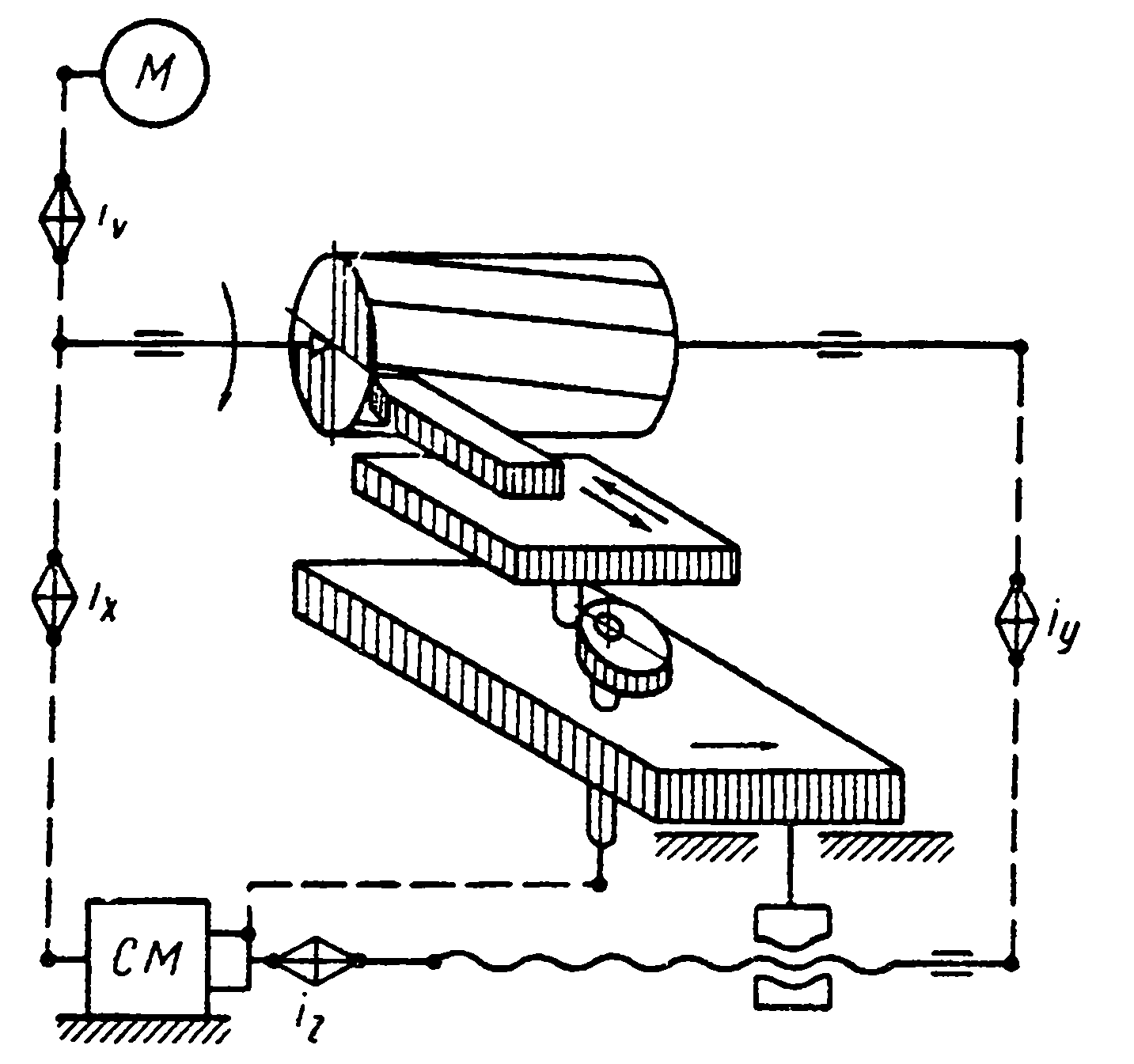
В универсальных затыловочных станках осуществляются следующие движения (рис. 4):
Главное движение, обеспечивающее вращение детали (скоростная цепь);
Затыловочные движения (делительные) режущего инструмента, обеспечивающее снятие затылков зубьев;
Продольное перемещение суппорта от ходового винта, обеспечивающее подачу на шаг винторезной канавки;
Д
 ополнительные
движения,
необходимые для затылования деталей
со спиральным зубом.
ополнительные
движения,
необходимые для затылования деталей
со спиральным зубом.
Рис.4 Структурная схема токарно-затыловочного станка.
Затылуемые инструменты имеют прямые или винтове стружечные канавки. При затыловании фрез с прямыми канавками количество затыловочных движений я режущего инструмента на каждый оборот фрезы равно числу ее зубьев. Для настройки кинематических цепей затыловочных станков необходимо определить расчетные перемещения, т.е. соотношения между движениями заготовки и резца. В основу расчетных перемещений принимается следующее соотношение:
1 об.дет. → z движений резца→zоб. кулачка.
При затыловании фрез с винтовыми канавками, для того чтобы режущий инструмент при перемещении вдоль оси попадал в соответствующее зубья, необходимо ускоренное либо замедленное или ускоренное движение инструмента (в зависимости от направления винтовых канавок). Эти движения получают с помощью дифференциала, встроенного в кинематическую цепь.
Аналогично зубофрезерным полуавтоматам при фрезеровании винтовых зубьев расчетные перемещения будут
1об.фрезы→![]() (1
(1![]() )
об.кулачка. где:
)
об.кулачка. где:
t-шаг винтовой нарезки;
T-шаг винтовых канавок фрезы;
z|-число заходов фрезы.
Расчетное перемещение в этом случае разбивается на два соотношения:
1 об.фрезы → об. кулачка (1)
1
об.фрезы→![]() об.кулачка (2)
об.кулачка (2)
Соотношение (1) обеспечивается цепью с органом настройки ix, выражение (2) – цепью органа настройки iy и iz. Соотношение (2) определяется числом оборотов кулачка за один оборот фрезы. Оно обеспечивает попадание режущего инструмента на винтовой зуб фрезы. Связь между соотношениями (1) и (2) осуществляется с помощью суммирующего механизма (дифференциала).
Продольное перемещение суппорта от ходового винта (винторезная цепь) настраивается органом настройки iy. Расчетные перемещения:
1 об.фрезы→Т мм продольное перемещение резца.
Скоростная цепь iv настраивается соответствующей установкой рукояток управления коробки скоростей.
Затылование дисковых фасонных фрез происходит при непрерывном и равномерном вращении фрезы и непрерывно повторяющемся возвратно-поступательном движении резца в поперечном направлении (рис. 4, а). Во время поворота фрезы на угол, соответствующей дуге ab, резец движется на фрезу и снимает припуск. Затем резец быстро отводится назад, и когда фреза повернется на угол соответствующей дуге bc, он займет исходное положение для снятия припуска у очередного зуба фрезы. После каждого оборота заготовки резцу сообщают поперечную подачу. Резец имеет фасонный профиль, соответствующий профилю зубьев затылуемой фрезы.
Расчетное перемещение конечных звеньев станка при затыловании дисковой фрезы, имеющей z зубьев.
Цепь главного движения:
nдв.об/мин.→nшп.об/мин
Цепь затылования:
1 об. шпинделя→z двойных ходов резца→z об. кулачка.
При затыловании цилиндрических фрез с прямыми канавками на станке осуществляются следующие движения: равномерное вращение фрезы, непрерывно повторяющееся возвратно-поступательное движение резца в поперечном направлении, равномерное продольное перемещение инструмента параллельно оси заготовки. Первые два движения обеспечивают получения профиля зубьев фрезы, третье движение является движением продольной подачи.
Расчетные перемещения конечных зубьев при затыловании цилиндрических фрез с прямыми канавками:
Цепь главного движения:
nдвиг. об./мин.→nшпин.об./мин.
Цепь затылования.
1 об. шпин→zоб. кулачка
Цепь продольной подачи:
1 об.шпин.→S мм продольного перемещения резца.
При затыловании метчиков с прямыми канавками величина продольной подачи соответствует шагу Р резьбы затылуемого инструмента. Расчетные перемещения для этого случая:
Цепь главного движения:
nдвиг. об./мин.→nшпин.об./мин.
Цепь затылования.
1 об. шпин→zоб. кулачка
Цепь продольной подачи:
1 об. шпин.→Р мм продольного перемещения резца.
При затыловании червячных фрез с винтовыми канавками на станке осуществляются следующее движения: равномерное перемещение фрезы; равномерное продольное перемещение инструмента параллельно оси заготовки, соответствующее шагу Р винтовой линии резьбы фрезы; непрерывно повторяющееся возвратно-поступательное движения резца в поперечном направлении. Все три движения связаны между собой. На Рис 4 б показана червячная фреза с винтовыми канавками:D-диаметр начальной окружности фрезы; Р- шаг резьбы; β- угол подъема винтовой канавки, α- угол наклона винтовой канавки. Если бы фреза имела прямые канавки, то при затыловании было бы необходимо, чтобы после каждого оборота фрезы резец перемещался в продольном направлении на шаг винтовой линии Р и, сделав z двойных ходов за один оборот фрезы, оказывался в точках пересечения винтовой линии резьбы фрезы с канавкой, т.е. в точках a,b,c,d,e, и т.д. не соответствует началу затылования очередных зубьев (в точках a|,b|,c|,d|,e| и т.д.). Следовательно, расчетные перемещения для затылования червячной фрезы с винтовыми канавками должны отличаться от расчетных перемещений инструмента с прямыми канавками.
Резец за каждый оборот фрезы, проходя один виток резьбы, должен сделать (z+Δz) двойных ходов.
Число зубьев, которые размещены на отрезке b|b,
Δz=![]() =
=![]() =Pztgα/πD.
=Pztgα/πD.
Учитывая, что tgα=πD/T, Δz=zP/T.
Таким образом, за один оборот фрезы резец должен сделать
(z+zP/T)=z(1+P/T) двойных ходов.
Затылование червячной фрезы с винтовыми канавками:
Цепь главного движения:
nдвиг.об./мин→nшпин.об./мин
Цепь затылования:
1 об.фрезы→z(1+P/T) об.кул.
Цепь продольной подачи:
1 об.фрезы→P мм продольного перемещения резца.
Расчетное перемещение при затыловании цилиндрических фрез с винтовыми канавками:
Цепь главного движения:
nдвиг.об./мин→nшпин.об./мин
Цепь затылования:
1 об.фрезы→z(1+S/T) об.кул.
Цепь продольной подачи:
1 об.фрезы→S мм продольного перемещения резца.