

Оптимизация механизмов приборов
Это выбор наилучшего варианта конструкции из всех возможных. Оптимизация проводится по определённым критериям: минимальный вес конструкции, максимальный КПД и т.д.
Для оптимизации конструкции составляется целевая функция. В эту целевую функцию входят параметры деталей, как собственные параметры детали (размер, материал), так и параметры связей этой детали с другими.
𝐿=𝑓( 𝑈1 , 𝑈2 ,…𝑈𝑛; 𝑘1 , 𝑘2 , …𝑘𝑛) - целевая функция получается многопараметрической.
Методы исследования функции разделяются на 2 группы:
1) классическая, основанная на методе математического анализа
2) метод с использованием ЭВМ
Задача: требуется изготовить корпус прибора таким образом, чтобы объём корпуса был max.

𝑉=𝑎−2𝑥2×𝑥 −целевая функция
𝑉=𝑎2𝑥−4𝑎𝑥2+4𝑥3 / 𝑥
𝑉𝑥`=𝑎2−8𝑎𝑥+12𝑥2=0
𝑥1=𝑎6 ; 𝑥2=𝑎2

Оптимизация конструкции пружинного двигателя

1-корпус
2-пружина
3-крышка
4-заводной валик
n рабочее стремится к максимум в данных габаритах

i-число витков в спущенном состоянии ( т.е. пружина в спущенном состоянии)


2r1-наружный радиус пружины
2r2-внутренний радиус пружины
h-толщина пружины
l-длина пружины
b-ширина пружины


вернёмся к (1) и увидим, что

уравнение связи



из
(3) уравнения выражаем


подставим (4) уравнение во (2)



***
проделав такое же вычисление с
 мы получим то же самое
мы получим то же самое
Следовательно
внутренний радиус спущенной пружины
будет равен наружному радиусу пружины
в заведённом состоянии, следовательно
пружины должна занимать половину
заводного барабана. Отсюда следует, что
 , тогда
, тогда
 будет
максимальным.
будет
максимальным.
Частным случаем оптимизации является минимизация узлов приборов.


где
 -
момент инерции
-
момент инерции
km |
l, мм |
d, мм |
Iн/y1 |
1 |
10 |
1 |
1 |
5 |
2 |
0,2 |
5 |
10 |
1 |
0,1 |
10 |
С уменьшением размеров (деформация валика), ограничительным пределом является величина прогиба. Прибор теряет точность.
Конструирование неразъёмных соединений
Методы: наиболее распространённый способ этой пайка, она бывает разная, в зависимости от прибора.
Пайка-соединение двух деталей посредством третьего материала, температура плавления которого ниже температуры плавления материала деталей.
Недостаток: пайка не является силовым соединением, нужно предусмотреть дополнительные крепления.
Преимущества:
1) высокая электропроводность сварки и пайки металлов.
2) так как температура плавления ниже чем температура плавления материала детали, то детали не подвергаются большому нагреву. Пайкой соединяют упругие элементы.
Материалом для пайки является припой.
Поверхности, которые мы соединяем пайкой должны быть очищены от ржавчины и от других отклонений и должны быть облужены. Очистка поверхности перед пайкой осуществляется при помощи флюса.
Припои делятся на 2 группы: мягкие и жёсткие.
Мягкие имею температуру порядка 300°С, жёсткие порядка 600°С.
Пример мягкого припоя- припой оловянисто-свинцовый ПОС 40.
Примеры твёрдых припоев -медные припои (латунь, медь, бронза) , температура плавления 600°С, серебряные припои.
Флюсы делятся на 2 группы: нейтральные и кислотные (канифоль, смола).
Сварка: при сварке детали разогреваются до температуры плавления материала, из которого эти детали изготовлены. Соединение электропроводное, прочное. Существует 2 вида сварки: электрическая и газовая.
Электрическая: разогревание посредством электрического тока. Электрическая сварка делится на : электродуговая и электроконтактная сварка.
Электродуговая сварка.
Может быть на постоянном и переменном токах. Для сварки места контакта должны быть зачищены и обезжирены.

Рисунок а) 1,2 - детали, 3 - электрод, 4 - обмазка, 5 - в промежутках между электродом и местом сварки образуется электрическая дуга.
Рисунок б) 1,2 - детали, 3 - шов.
Электроконтактная сварка

1,2 - детали
3 - электроды медные, пустотелые( по ним может циркулировать вода).
4 - электроды
5 - расплавка металла.
Шовная контактная сварка
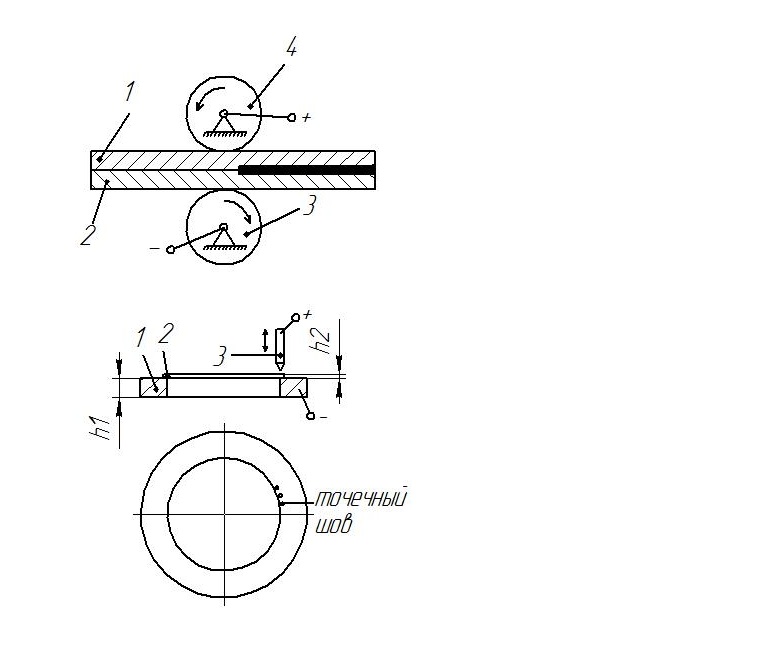
Конденсаторная сварка
h1>>h2
1 - массивное кольцо
2 - мембрана
3 - электрод
В момент касания через электрод протекает ток и формирует сварную точку, кольцо поворачивается на некоторый угол до следующей точки. Электрод снова касается и таким образом получается непрерывный шов.
Газовая сварка
По принципу действия газовая сварка воспроизводит электродуговую, но зажигается не дуга, а пламенный факел, в котором происходит сгорание горючего газа в атмосфере кислорода.

1 - газовая горелка
2,3 - газовые трубки
4 - ядро температуры
5 - пламя
6 - присадка ( проволока).
Расчет сварных соединений на прочность

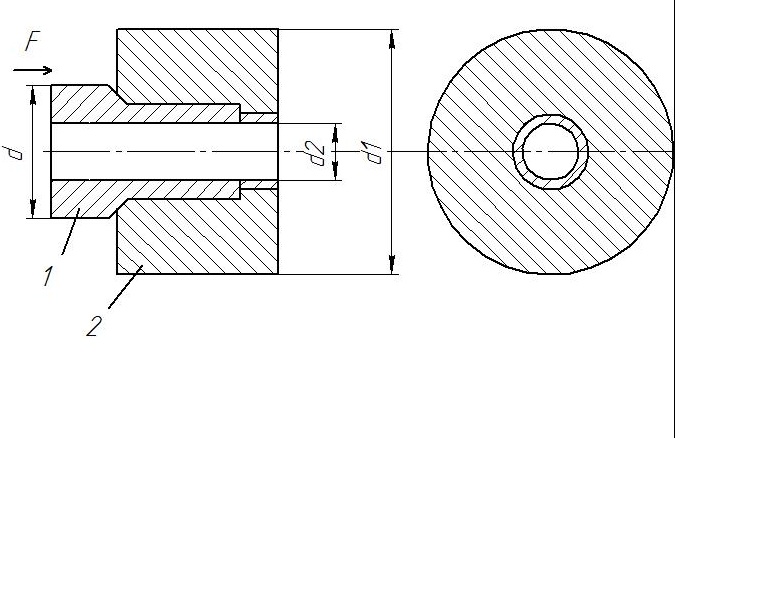
Соединение деталей запрессовкой
Такое соединение требуется, когда идёт передача больших крутящих моментов.

Соединение завальцовкой

Разъёмные неподвижные соединения
Резьбовые соединения является неподвижными, но разъёмными.
Болтовое, шпилькой и винтовое - соединение широко применяется, но имеет свои недостатки. 1.Оно не позволяет точного соединения деталей, поэтому необходимо конструктивно предусмотреть точные сопряжения деталей за счёт других деталей. 2. Это дорого соединение.
В основе соединения лежит резьба.

обозначение винта: М10х0,5 h7,h8 или М10х 0,5
обозначение гайки: М10х0,5 Н7,Н8
Резьба контролирует по следующим параметрам:
1) по последнему диаметру
2) винт контролирует по внешнему диаметру, а гайка по внутреннему диаметру посредством резьбовых пробок и колец.
Для более точного метода контроля существуют оптические методы контроля. Для винта - резьбовые калибры, для гайки - резьбовое кольцо. Скобой проверяем наружный диаметр винта. Пишем h7h8 , то есть средний диаметр по квалитету h7, а наружный диаметр по квалитету h8.
Каким образом мы можем центрировать наши детали.

Рисунок а) 1- плата, 2- присоединяемый узел, 3 - штифты, 4 - винты.
Рисунок б) 1,2 - сопрягаемые детали, 3 - шпилька, 4- винт.
Приборы, которые предназначены для подключения к ёмкостям или трубопроводам высокого давления посредством болтовых или винтовых соединений должны быть рассчитаны на нераскрытие стыка и предварительную затяжку : болтов или винтов.