

Лекція Продукція прокатного виробництва. Пресування. Волочіння Продукція прокатного виробництва
Форма поперечного перерізу називається профілем прокату. Сукупність профілів різної форми й розмірів - сортамент.
Залежно від профілю прокат ділиться на чотири основні групи: листовий, сортовий, трубний і спеціальний. Залежно від того нагріта або холодна заготівля надходити в прокатні валки - гарячий і холодний.
Аркушевий прокат зі сталі й кольорових металів підрозділяється на товстолистовий (4...60мм), тонколистовий (0,2...4мм) і жерсть (менш 0,2 мм). Товстолистовий прокат одержують у гарячому стані, інші види листового прокату - у холодному стані.
Прокатку аркушів і смуг проводять у гладких валках.
Серед сортового прокату розрізняють:
заготівлі круглого, квадратного й прямокутного перетину для малоприбуткового й прокатки;
прості сортові профілі (коло, квадрат, шестигранник, смуга, стрічка);
фасонні сортові профілі:
профілі загального призначення (куточок, швелер, тавр, двотавр);
профілі галузевого призначення (залізничні рейки, автомобільний обід);
профілі спеціального призначення (профіль для ресор, напилків).
Трубний прокат одержують на спеціальних трубопрокатних станах. Розрізняють безшовні гарячекатані сурми діаметром 25...550 мм і зварені діаметром 5...2500 мм.
Сурми є продуктом вторинного переділу круглої й плоскої заготівлі.
Загальна схема процесу виробництва безшовних труб передбачає дві операції: 1- одержання товстостінної гільзи (прошивання); 2 - одержання з гільзи готової сурми (розкочування).
Перша операція виконується на спеціальних прошивальних станах у результаті поперечно-гвинтової прокатки. Другові операцію виконують на трубопрокатних розкатаних станах різних конструкцій: пілігримових, автоматичних і ін.
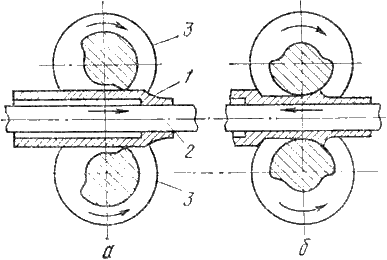
Схема прокатки труб на пілігримовомі стані
У товстостінну гільзу 1 уводять оправлення (дорн) 2 механізми, що подає, довжина якого більше довжини гільзи. Гільза переміщається до валянь 3, калібр яких розділяється на дві частини: робочу й холосту. Робоча частина валка має робітник і що калібрує ділянки. Процес роботи полягає в періодичній подачі на певну довжину гільзи разом з оправленням у зазор між валками в момент збігу холостої частини обох валків. Потім виконується процес прокатки, і гільза переміщається в напрямку обертання валків, тобто зворотному ході прокочується труби. При цьому робоча ділянка обжимає гільзу по діаметрі й товщині стінки, а ділянка, що калібрує, забезпечує вирівнювання діаметра й товщини стінки. Після виходу з робочої частини оправлення з гільзою просуваються вперед, повертаючись на 900 навколо поздовжньої осі. По закінченні прокатки валки розводять, і механізм, що подає, зворотним ходом витягає оправлення із сурми.
Зварені сурми виготовляють на трубозварювальних агрегатах різними способами: грубним зварюванням, контактним електрозварюванням і ін. зі смуг - штрипсів. Процес одержання сурми складається з одержання заготівлі у вигляді згорнутої смуги й зварювання її в трубу.
Особливе місце займають стани спірального зварювання. Сурми одержують завивкою смуги по спіралі на циліндричних оправленнях з безперервним зварюванням спірального шва автоматичною зварювальною головкою. Формування здійснюється шляхом пластичного вигину в площині, розташованої під кутом до поздовжньої осі.
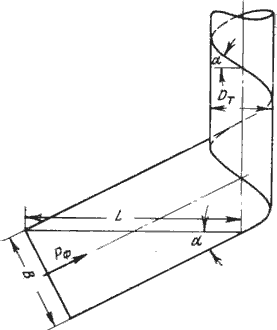
Схема формування заготівлі при спіральному зварюванні сурми
Переваги способу полягають у наступному: діаметр сурми не залежить від ширини вихідного смуги, тому що він визначається й кутом підйому спирали; спіральний шов надає трубі більшу твердість; спірально-зварені сурми мають більше точні розміри.
Спеціальні види прокату.
Періодичний профіль – профіль, що змінюється за певним законом, що повторюється по довжині. Періодичні профілі одержують поздовжньою, поперечною й гвинтовою прокаткою.
При поздовжній періодичній прокатці одержують профілі з однобічним періодом, із двостороннім співпадаючим періодом, з незбіжним верхнім і нижнім періодом. Остаточну форму виробу надають за один прохід. Довжина періоду профілю визначається довжиною окружності валка. При шкірному оберті валків з них винний виходити відрізок смуги із цілим числом періодів, тому найбільша довжина періоду не може бути більше довжини окружності валків.
Поперечна прокатка періодичних профілів характеризується тім, що заготівля й готовий профіль являють собою тіла обертання.
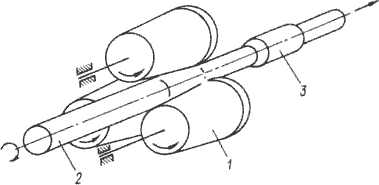
Схема прокатки на трьохвалковом стані
Прокатка здійснюється дисковими або конічними валками, розташованими під кутом 120 0 друг до друга. Валки можуть бути встановлені з деяким перекосом. Спосіб полягає в тім, що три приводних хитка 1 обертають заготівлю 2, що примусово переміщається в осьовому напрямку зі значним натягом. Гідравлічний пристрій переміщає затискної патрон 3 разом з металом у напрямку робочого ходу. Під година прокатки валки зближаються й розводяться на необхідний розмір гідравлічною системою, що стежить, відповідно до заданого профілю копіювальної лінійки або системою ЧПУ по заздалегідь заданій програмі. Перехід від одного профілю до іншого здійснюється без заміни валків, тільки за рахунок зміни копіру або програми.
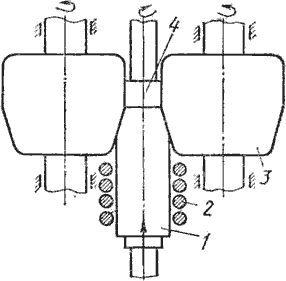
Схема прокатки шестірні з осьовою подачею заготівлі
Поперечною прокаткою накочують зуби шестірень між двома обертовими валками. Можливі дві способи обробки зубів: з осьовою подачею оброблюваної заготівлі (пруткова прокатки) і прокатка з радіальною подачею валків (штучна прокатка). Пруткова прокатка шестірень застосовується для обробки прямозубих і косозубих шестірень із невеликими модулями (до 6 мм) і діаметром до 200 мм. Утворення зубів при прокатці здійснюється переміщенням нагрітої в кільцевому індукторі 2 заготівлі 1 між двома обертовими зубчастими валками 3, модуль яких дорівнює модулю прокочується шестірні, 4.
На качану прокатки заготівля приводитися в обертання додатковим зубчастим колесом, що перебуває в зачепленні з валками. Після виходу з зачеплення шестірня обертається валками.
Стани гвинтової прокатки широко застосовують для прокатки сталевих лантух діаметром 25...125 мм.
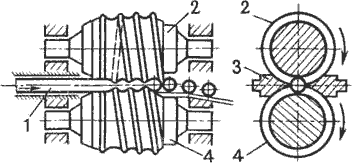
Схема прокатки лантух
Валки 2 і 4 обертаються в одному напрямку, у результаті заготівля 1 одержує обертовий рух. Для осьового переміщення осі валків розташовують під кутом до осі обертання. Від вильоту з валків заготівля охороняється упорами, що центрують, 3. У валках нарізають гвинтові калібри. По характері деформації калібр розділяється на формуюча ділянка, де здійснюється захват заготівлі і її поступове обтиснення в лантуху, і оздоблювальна ділянка, де надаються точні розміри кулі й відбувається його відділення від заготівлі. Діаметр валків в 5...6 разів перевищує діаметр лантух, що прокочуються, і становить 190...700 мм. Продуктивність стана визначається числом обертів валків, тому що за один оберт Існують стани для прокатки ребристих труб, для накатки різьблень і т.д.