

Безопочная автоматичне формування
Використовується при виготовленні форм для дрібних виливків із чавуну й стали в серійному й масовому виробництві.
Виготовлення ливарних форм здійснюється на високопродуктивних пескодувно-пресових автоматичних лініях .
Виготовлення безопочних ливарних форм
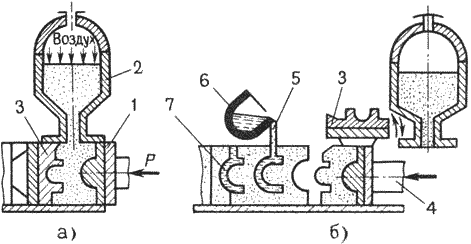
Формувальна камера заповнюється сумішшю за допомогою стисненого повітря з головки 2. Ущільнення здійснюється при переміщенні модельної плити 1 плунжером 4. Після ущільнення поворотна модельна плита 3 відходить уліво й повертається в горизонтальне положення. Напівформа переміщається плунжером 4 до зіткнення з попередньою грудкою, утворюючи порожнину 5. Потім роблять заливання металу з ковша 6. Після затвердіння й охолодження виливків, форми подаються на вибивні ґрати, де виливка 7 звільняються від формувальної суміші.
Виготовлення стрижнів
Виготовлення стрижнів здійснюється вручну або на спеціальних стрижневих машинах зі стрижневих сумішей.
Виготовлення стрижнів включає операції: формування сірого стрижня, сушіння, фарбування сухого стрижня. Якщо стрижень складається з декількох частин, те після сушіння їх склеюють.
Ручне формування здійснюється в стрижневих ящиках. У готових стрижнях виконують вентиляційні канали. Для додання стрижням необхідної міцності використовуються арматурні каркаси зі сталевого дроту або литого чавуну.
Готові стрижні піддаються сушінню при температурі 200…2300С, для збільшення газопроникності й міцності. Під година сушіння зі стрижня віддаляється волога, частково або повністю вигорають органічні домішки
Часто стрижні виготовляють на піскодувних машинах. При використанні сумішей із синтетичними смолами, стрижні виготовляють у нагрівається оснащенню, щом.
Виготовлення стрижнів з рідинносклянних сумішей складається в хімічному отвердінні рідкого скла шляхом продувки стрижня вуглекислим газом.
Виготовлення виливків у піщаних формах Готування розплаву
Готування ливарних сплавів пов'язане із плавленням різних матеріалів. Для одержання заданого хімічного складу й певних властивостей, у сплав у рідкому або твердому стані вводять спеціальні легуючі елементи: хром, нікель, марганець, титан і ін.
Для плавлення чавуну й стали, як вихідні матеріали застосовують ливарні або передільні доменні чавуни, чавунний і сталевий лом, відходи власного виробництва, а також для зниження температури плавлення й утворення шлаків - флюси (вапняк).
Чавуни, в основному, виплавляють у вагранках. Останнім годиною розвивається плавка в електричних печах, а також дуплекс-процес, особливо, варіант вагранка - індукційна піч.
Плавку стали ведуть в електродугових, індукційних і плазменно-індукційних печах.
Для плавлення кольорових металів використовують як первинні, отримані на металургійних заводах, так і вторинні, після переплавлення кольорового лома, метали й сплави, а також - флюси (хлористі й фтористі солі).
Для плавлення застосовують індукційні печі промислової частоти, електричні печі опору. Плавку тугоплавких металів і сплавів ведуть у вакуумі або в середовищі захисних газів.