

Швидкорізальні сталі
Стали одержали свою назву за властивості. У наслідку високої теплостійкості (550…650oС), виготовлені з них інструменти можуть працювати з досить високими швидкостями різання.
Стали містять 0,7...1,5 % вуглецю, до 18 % основного легуючого елемента - вольфраму, до 5 % хрому й молібдену, до 10 % кобальту
Додавання ванадію підвищує зносостійкість інструмента, але погіршує щлифуємість. Кобальт підвищує теплостійкість до 650oС і вторинну твердість HRC 67...70
Мікроструктура швидкорізальної сталі в литому стані має евтектичну структурну у тридцятилітній. Для одержання оптимальних властивостей інструментів зі швидкорізальної сталі необхідно по можливості усунути структурну неоднорідність стали - карбідну ліквацію. Для цього злитки зі швидкорізальної сталі піддаються інтенсивної пластичної деформації (малодоходному). При цьому відбувається дроблення карбідів евтектики й досягається більше однорідний розподіл карбідів по перетині заготівлі.
Потім проводять відпал сталі при температурі 860…900oС. Структура відпаленої швидкорізальної сталі – дрібнозернистий (сорбітообразний) перліт і карбіди, дрібні евтектоїдні й більші первинні. Кількість карбідів близько 25 %. Сталь із такою структурою добре обробляється різанням. Гнітюча кількість легуючих елементів перебувають у карбідній фазі. Для одержання оптимальних властивостей стали в готовому інструменті необхідно при термічній обробці забезпечити максимальне насичення мартенситу легуючими елементами. При загартуванні швидкорізальні сталі вимагають нагрівання до дуже високих температур, близько 1280oС. Нагрівання здійснюють у добре розкислених соляних ваннах BaCl2, що поліпшує рівномірність прогріву й знижує можливість зневуглероджування поверхні. Для зниження термічних фазових напруг нагрівання здійснюють східчасто: сповільнюють нагрівши при температурах 600…650oС і при 850…900oС.
Графік режиму термічної обробки швидкорізальної сталі представлений на мал.
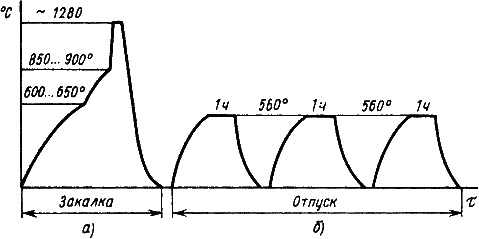
Рис. Графік режиму термічної обробки швидкорізальної сталі
Охолодження від гартівної температури виробляється в маслі. Структура стали після загартування складається з легованого, дуже тонкодисперсного мартенситу, значної кількості (30...40 %) залишкового аустеніту й карбідів вольфраму. Твердість становить 60...62 HRC. Наявність аустеніту залишкового в структурі загартованої сталі погіршує ріжучі властивості.
Для максимального видалення аустеніту залишкового проводять трикратна відпустка при температурі 560oС. При нагріванні під відпустку вище 400oС спостерігається збільшення твердості. Це пояснюється тим, що з легованого залишкового аустеніту виділяються леговані карбіди. Аустеніт при охолодженні від температури відпустки перетворюється в мартенсит відпустки, що викликає приріст твердості. Збільшенню твердості сприяють і відпустки, що виділилися при температурі, дрібнодисперсні карбіди легуючих елементів. Максимальна твердість досягається при температурі відпустки 560oС.
Після однократної відпустки кількість аустеніту залишкового знижується до 10%. Щоб зменшити його кількість до мінімуму, необхідна трикратна відпустка.
Твердість стали після відпустки становить 64...65 HRC. Структура стали після термообробки складається з мартенситу відпустки й карбідів.
При термічній обробці швидкорізальних сталей застосовують обробку холодом. Після загартування сталь прохолоджують до температури — 80…100о С, після цього проводять однократна відпустка при температурі 560oС для зняття напруг.
Іноді для підвищення зносостійкості швидкорізальних сталей застосовують низькотемпературне ціанування.
Основними видами ріжучих інструментів зі швидкорізальної сталі є різці, свердли, довб’яки, протягання, мітчики машинні, ножі для різання паперу. Часто зі швидкорізальної сталі виготовляють тільки робочу частину інструмента.