

Високошвидкісні методи штампування
Особливістю таких методів є висока швидкість деформування відповідно до високих швидкостей перетворення енергії. Короткочасний додаток більших зусиль розганяє заготівлю до швидкостей 150 м/с. Наступне її деформування відбувається за рахунок накопиченої в період розгону кінетичної енергії. Основними різновидами високошвидкісного листового штампування є: штампування вибухом, електрогідравлічне й електромагнітне штампування (малий.16.3).
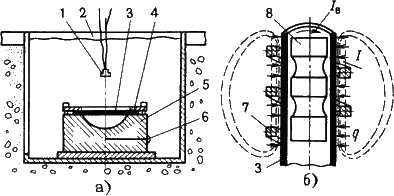
а- електрогідравлічна, б - електромагнітне штампування
Штампування вибухом здійснюється в басейнах, наповнених водою. Заготівлю 3, затиснуту між матрицею 5 і притиском 4 опускають у басейн із водою 2. Порожнина матриці під заготівлею вакуумується за допомогою вакуумної лінії 6. Заряд з детонатором 1 підвішують у воді над заготівлею. Вибух утворить хвилю високого тиску, що, досягаючи заготівлі, викликає її розгін. Процес штампування тривають тисячні частки секунди, а швидкості переміщення заготівлі порівнянні зі швидкостями поширення пластичних деформацій у металі. При штампуванні вибухом не потрібно дорогого пресового встаткування, конструкція штампа вкрай проста.
Електрогідравлічне штампування також здійснюють у басейні з водою. Ударна хвиля, що розганяє заготівлю, виникає при короткочасному електричному розряді в рідині. Потужний іскровий розряд подібний до вибуху. У результаті розряду в рідині виникає ударна хвиля, що, дійшовши до заготівлі, робить на неї сильний вплив і деформує її по матриці.
При електромагнітному штампуванні електрична енергія переводиться в механічну за рахунок імпульсного розряду батареї конденсаторів через соленоїд 7, навколо якого при цьому виникає миттєве магнітне поле високої потужності, що наводити вихрові струми в трубчастій струмопровідній заготівлі 3. Взаємодія магнітних полів вихрових струмів з магнітним полем індуктора створює механічні сили, що деформують заготівлю. Для електромагнітного штампування трубчастих і плоских заготівель створені установки, на яких можна проводити обтиск, роздачу, формування іопераций одержання нероз'ємні з'єднання деталей.
Формоутворення заготівель із порошкових матеріалів
Заготівлі з порошкових матеріалів одержують пресуванням (холодним, гарячим), ізостатичним формуванням, прокаткою й іншими способами.
При холодному пресуванні в прес-форму засипають певну кількість підготовленого порошку 3 і пресують пуансоном 1.
У процесі пресування збільшується контакт між частками, зменшується пористість, деформуються або руйнуються окремі частки. Міцність одержуваної заготівлі досягається завдяки силам механічного зчеплення часток порошку електростатичними силами притягання й тертя. Зі збільшенням тиску пресування міцність заготівлі зростає. Тиск розподіляється нерівномірно по висоті пресуємій заготівлі через вплив сил тертя порошку про стінки прес-форми, внаслідок чого заготівлі виходять із різною міцністю й пористістю по висоті. Залежно від розмірів і складності пресуемих заготівель застосовують одне- і двостороннє пресування.
Однобічним пресуванням одержують заготівлі простої форми з відношенням висоти до діаметра, меншим одиниці, і заготівлі втулок з відношенням зовнішнього діаметра до товщини стінки, меншим трьох.
Двостороннє пресування застосовують для формоутворення заготівель складної форми. Після заповнення прес-форми порошком до верхнього пуансона за допомогою гідропреса прикладають тиск для попереднього пресування. Потім гідропривід виключають і видаляють підкладку 4. Надалі в процесі пресування беруть доля обидва пуансони. У цьому випадку необхідний тиск для одержання рівномірної щільності знижується на 30...40 %. Використання вібраційного пресування дозволяє в десятки разів зменшити необхідний тиск.
У процесі пресування частки порошку піддаються пружному й пластичному деформуванню. Після добування заготівлі із прес-форми її розміри збільшуються в результаті пружної післядії.
При гарячому пресуванні технологічно сполучаються пресування й спікання заготівлі. Температура гарячого пресування становить звичайно 0,6...0,8 температури плавлення порошку. Завдяки нагріванню ущільнення протікає набагато інтенсивніше, ніж при холодному пресуванні. Це дозволяє значно зменшити необхідний тиск. Гарячим пресуванням одержують матеріали, що характеризуються високою міцністю й однорідністю структури. Цей спосіб застосовують для таких погано пресуемих композицій, як тугоплавкі металоподібні з'єднання (карбіди, бориди, силіциди).
Прокатка – найбільш продуктивний і перспективний спосіб переробки порошкових матеріалів. Характерною рисою є високий ступінь автоматизації й безперервність прокатки.
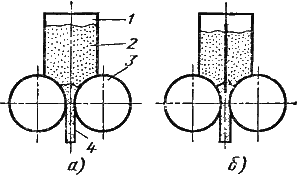
Схема прокатки порошків
Порошок безупинно надходити із бункера 1 у зазор між валками. При обертанні валків 3 відбувається обтиснення й витяжка порошку 2 у стрічку або смугу 4 певні товщини. Прокатка може бути сполучена зі спіканням і остаточною обробкою одержуваних заготівель. У цьому випадку стрічка проходити через піч для спікання, а потім знову піддається прокатці для одержання аркушів заданих розмірів. Застосовуючи бункери з перегородкою виготовляють стрічки з різних матеріалів (двошарові). Застосування валків певної форми дозволяє одержувати валки різного профілю, у тому числі й дріт.
При формотворних операціях прагнуть одержати задану величину деформації, щоб заготівля придбала необхідну форму.
Основні формотворні операції: гнучка, витяжка, відбортовка, обтиск, роздача, рельєфне формування.
Формотворні операції листового штампування
Гнучка – утворення кута між частинами заготівлі або додання заготівлі криволінійної форми.
При згині пластично деформується тільки ділянка заготівлі в зоні контакту з пуансоном 1: зовнішні шари заготівлі розтягуються, а внутрішні – стискуються. Деформація розтягання зовнішніх шарів і стиску внутрішніх збільшується зі зменшенням радіуса округлення робітника торця пуансона, при цьому зростає ймовірність утворення тріщин. Тому мінімальний радіус пуансона обмежується завбільшки межах 0,1...2,0 від товщини заготівлі, залежно від механічних властивостей матеріалу.
При знятті навантаження розтягнуті шари заготівлі пружно стискуються, а стислі - розтягуються, що приводити до зміни кута гнучкі, тобто до пружинення деталі. Це варто враховувати або зменшенням кута інструмента на величину пружинення, або застосуванням наприкінці робочого ходу додаткового зусилля.
Згин роблять у штампах, а також обертовими фігурними роликами, що грають роль матриці, на профілезгибних станах.
Витяжка – утворення порожнього виробу із плоскої або порожньої заготівлі.
Вирубану заготівлю діаметром і товщиною укладають на площину матриці 3. Пуансон 1 надавлює на заготівлю й вона, зміщаючись в отвір матриці, утворить стінки витягнутої деталі діаметром .
Формозміна при витяжці оцінюють коефіцієнтом витяжки, що залежно від механічних характеристик металу й розумів витяжки не винний перевищувати 2,1.
При , можлива втрата стійкості фланця й утворення складок при витяжці. Їх запобігають притиском 2 фланці заготівлі до матриці з певним зусиллям .
Високі деталі малого діаметра одержують за кілька операцій витяжки з поступовим зменшенням діаметра D напівфабрикату й збільшенням його висоти. При наступних переходах для запобігання руйнування металу приймають
![]()
Проміжний віджиг для усунення наклепу дозволяє збільшити до 1,4...1,6.
Небезпека руйнування заготівель усувають застосуванням мастильних матеріалів для зменшення сил тертя між поверхнями заготівель і інструмента.
При витяжці зазор між матрицею й пуансоном становить.
Відбортовка – одержання борта діаметром шляхом вдавлення центральної частини заготівлі з попередньо пробитим отвором у матрицю .
Більше збільшення діаметра можна одержати, якщо заготівлю відпалити перед відбортовкою або виготовити отвір різанням, що створює менше зміцнення в краї отвору.
Відбортовку застосовують для виготовлення кільцевих деталей із фланцями й для утворення уступів у деталях для нарізування різьблення, зварювання, а також для збільшення твердості конструкції при малій масі.
Виділяється відбортовка зовнішнього контуру - утворення невисоких бортів по зовнішньому криволінійному краї заготівлі.
Обтиск – зменшення периметра поперечного перерізу кінцевої частини порожньої заготівлі.
Виробляється заштовхуванням заготівлі в сужающуюся порожнина матриці. За один перехід можна одержати. Для більшої формозміни виконують кілька послідовних операцій обтиску.
Роздача – збільшення периметра поперечного перерізу кінцевої частини порожньої заготівлі конічним пуансоном; це операція протилежна обтиску.
Рельєфне формування – місцеве деформування заготівлі з метою утворення рельєфу в результаті зменшення товщини заготівлі .
Формуванням одержують конструкційні виступи й западини, ребра жорсткості, лабіринтові ущільнення.
Штампи для листового штампування діляться по технологічній ознаці залежно від виконуваної операції: вирубні, згині, витяжні й т.д. Залежно від числа виконуваних операцій розрізняють одне- і багатоопераційні штампи. Багатоопераційні штампи бувають послідовної дії, у яких операції виконуються послідовно при переміщенні заготівлі по декількох робочих позиціях штампа, і сполученої дії, у яких операції виконуються на одній позиції, наприклад, одночасно вирубка й пробивання, вирубка й витяжка й т.д.
У цей година застосовують спеціальні конструкції штампів, у яких металеві пуансони або матриці відсутні, і тиск на матеріал здійснюється за допомогою гуми, рідини або стисненого повітря (малий.16.2). При цьому гума або рідина легко віддаляються зі штампованої деталі, а матриця винна бути рознімної.
При виготовленні невеликих по глибині виробів пуансон заміняє гумова подушка. За допомогою гуми можна здійснювати всі операції: вирубку, згин, витяжку, формування. Матриця 3 кріпиться до стола, а гумова подушка, поміщена в сталеву осягну 1, кріпиться до ходової частини преса (товщина заготівлі 2 – до 1,5 мм).
Схеми листового штампування за допомогою еластичного середовища й рідини
Гумові пуансони циліндричної форми застосовуються при витяжці виробів складної форми, при необхідності збільшення діаметральних розмірів середньої частини циліндричних напівфабрикатів .
При гідравлічній витяжці порожні деталі циліндричної, конічної, сферичної або іншої форми одержують натисненням на заготівлю рідиною або рідиною, укладеної в еластичну оболонку.