

Технологічний процес гарячого об'ємного штампування
Технологічний процес виготовлення кування включає наступні операції: відрізка прокату на мірні заготівлі, нагрівши, штампування, обрізка облоя й пробивання плівок, виправлення, термічна обробка, очищення кувань від окалини, калібрування, контроль готових кувань.
Перед штампуванням заготівлі повинні бути нагріті рівномірно по всім обсязі до заданої температури. При нагріванні повинні бути мінімальними окалиноутворення (окислювання) і зневуглероджування поверхні заготівлі. Використовуються електроконтактні установки, у яких заготівля, затиснена мідними контактами, нагрівається при пропущенні по ній струму; індукційні установки, у яких заготівля нагрівається вихровими струмами; газові печі, з безокисним нагріванням заготівель у захисній атмосфері.
Штампування здійснюють у відкритих і закритих штампах. У відкритих штампах одержують кування подовженої й вісесимметричної форми. У закритих штампах - переважно вісесимметричне кування, у тому числі з малопластичних матеріалів. Кування простої форми штампують у штампах з одною порожниною. Складні кування з різкими змінами перетинів по довжині, з вигнутою віссю й т.п. штампують у багатострумкових штампах.
Після штампування у відкритих штампах роблять обрізання облоя й пробивання плівок у спеціальних штампах, установлюваних на кривошипних пресах .
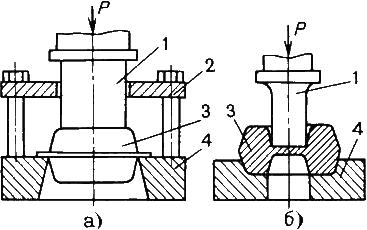
Схеми обрізання облоя (а) і пробивання плівок (б)
Виправлення штампованих кувань виконують для усунення скривлення осей і перекручування поперечних перерізів, що виникають при утрудненому добуванні кувань зі штампа, після обрізання облоя, після термічної обробки. Великі кування й кування з високовуглецевих і високолегованих сталей правлять у гарячому стані або в чистовому струмку штампа відразу після обрізання облоя, або на обрізному пресі (обрізний штамп сполучається із правочним штампом), або на окремій машині. Дрібні кування правлять на гвинтових пресах у холодному стані після термічної обробки.
Термічну обробку застосовують для одержання необхідних механічних властивостей кувань і полегшення їхньої обробки різанням. Віджиг знімає в куваннях з високовуглецевих і легованих сталей залишкові напруги, подрібнює зерно, знижує твердість, підвищує пластичність і в'язкість. Нормалізацію застосовують для усунення грубозернистої структури в куваннях зі сталей зі змістом вуглецю до 0,4%.
Очищення кувань від окалини роблять для полегшення контролю поверхні кувань, зменшення зношування металорізального інструмента й правильної установки заготівлі на металорізальних верстатах. На дробеструйних установках окалину із поковок, що переміщаються по стрічці конвеєра, збивають потоком швидко, що летить дробу, діаметром 1...2 мм. У галтовочних барабанах окалина віддаляється завдяки ударам кувань друг об друга й про металеві зірочки, що закладаються в обертовий барабан.
Калібрування кувань підвищує точність розмірів всього кування або окремих її ділянок. У результаті цього наступна механічна обробка усувається повністю або обмежується тільки шліфуванням. Розрізняють площинне й об'ємне калібрування. Площинне калібрування служити для одержання точних вертикальних розмірів на одному або декількох ділянках кування. Об'ємним калібруванням підвищують точність розмірів кування в різних напрямках і поліпшують якість її поверхні. Калібрують у штампах зі струмками, що відповідають конфігурації кування.