

Волочіння
Сутність процесу волочіння полягає в протяганні заготівель через звужуючийся отвір (фильеру) в інструменті, називаному волокой. Конфігурація отвору визначає форму одержуваного профілю. Схема волочіння представлена на малий.11.7.

Схема волочіння
Волочінням одержують дріт діаметром 0,002...4 мм, прутки й профілі фасонного перетину, тонкостінні сурми, у тому числі й капілярні. Волочіння застосовують також для калібрування перетину й підвищення якості поверхні оброблюваних виробів. Волочіння частіше виконують при кімнатній температурі, коли пластичну деформацію супроводжує наклеп, це використовують для підвищення механічних характеристик металу, наприклад, межа міцності зростає в 1,5...2 рази.
Вихідним матеріалом може бути гарячекатаний пруток, сортовий прокат, дріт, сурми. Волочінням обробляють сталі різного хімічного складу, кольорові метали й сплави, у тому числі й дорогоцінні.
Основний інструмент при волочінні - волоки різної конструкції. Волока працює в складних умовах: велика напруга сполучається зі зношуванням при протяганні, тому їх виготовляють із твердих сплавів. Для одержання особливо точних профілів волоки виготовляють із алмаза.
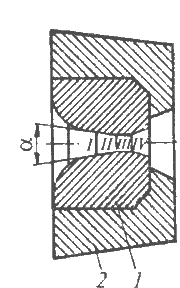
Загальний вид волоки
Волока
1
закріплюється в обоймі 2.
Волоки
мають складну конфігурацію, її
тридцятилітніми частинами є: забірна
частина I, що включає вхідний конус і
мастильну частину; деформуюча частина
II з кутом у вершині
![]() (6...180
– для прутків, 10...240
– для труб); циліндричний пасок, що
калібрує, III довжиною 0,4...1 мм; вихідний
конус IV.
(6...180
– для прутків, 10...240
– для труб); циліндричний пасок, що
калібрує, III довжиною 0,4...1 мм; вихідний
конус IV.
Технологічний процес волочіння включає операції:
попередній відпал заготівель для одержання дрібнозернистої структури металу й підвищення його пластичності;
травлення заготівель у підігрітому розчині сірчаної кислоти для видалення окалини з наступним промиванням, після видалення окалини на поверхню наносять підзмащуючий шар шляхом обміднення, фосфатування, вапнування, до кулі добрі прилипає змащення й коефіцієнт тертя значно знижується;
волочіння, заготівлю послідовно простягають через ряд поступово зменшуваних отворів;
відпал для усунення наклепу: після 70...85 % обтиснення для сталі й 99 % обтиснення для кольорових металів ;
обробка готової продукції (обрізка кінців, виправлення, різання на мірні довжини й ін.)
Технологічний процес волочіння здійснюється на спеціальних волочильних станах. Залежно від типу тягнучого прибудую розрізняють стани: із прямолінійним рухом металу, що простягається, (ланцюговий, рейковий); з намотуванням оброблюваного металу на барабан (барабанний). Стани барабанного типу звичайно застосовуються для одержання дроту. Число барабанів може доходити до двадцяти. Швидкість волочіння досягає 50 м/с.
Процес волочіння характеризується параметрами: коефіцієнтом витяжки й ступенем деформації.
Лекція Кування
Кування - спосіб обробки тиском, при якому деформування нагрітого (рідше холодного) металу здійснюється або багаторазовими ударами молота або однократним тиском преса.
Формоутворення при куванні відбувається за рахунок пластичного плину металу в напрямках, перпендикулярних до рухові деформуючого інструмента. При вільному малоприбутковому плин металу обмежений частково, тертям на контактній поверхні деформуємих металів - поверхня інструмента: бойків плоских або фігурних, підкладних штампів.
Куванням одержують різноманітні кування масою до 300 т.
Первинною заготівлею для кувань є:
злитки, для виготовлення масивних великогабаритних кувань;
прокат сортовий гарячекатаний простого профілю (коло, квадрат).
Кування може вироблятися в гарячому й холодному стані.
Холодному куванню піддаються дорогоцінні метали – золото, срібло; а також мідь. Технологічний процес холодного малоприбуткового складається із двох операцій, що чергуються: деформації металу й рекристалізаціонного відпалу. У сучасних умовах холодне кування зустрічається рідко, в основному в ювелірному виробництві.
Гаряче кування застосовується для виготовлення різних виробів, а також інструментів: карбівок, зубил, молотків і т.п.
Матеріалом для гарячого кування є маловуглецеві сталі, вуглецеві інструментальні й деякі леговані сталі. Кожна марка стали має певний інтервал температур початку й кінця кування, що залежить від змісту й структури оброблюваного металу.
Температурні інтервали початку й кінця кування для вуглецевих сталей
Марка стали |
Температури кування, ос |
|
Початку |
Кінця |
|
Ст 1 |
1300 |
900 |
Ст 2 |
1250 |
850 |
Ст 3 |
1200 |
850 |
Сталь В7, В8, В9 |
1150 |
800 |
Сталь В10, В12, В13 |
1130 |
870 |