

3. Однокарбидные твердые сплавы.
ВК3, ВК3М, ВК8В, ВК6ОМ.
М - мелкие зерна карбида,, придают повышенную твердость и износостойкость.
ОМ – особо мелкий порошок, придает повышенную износостойкость.
Состав: ВК6 Со = 6%
WC = 94%
HRA 86-90, T= 800-850 град.
Сплавы с меньшим содержанием Со (ВК3, ВК4), как наиболее твердые и хрупкие, следует применять для чистовой и получистовой обработки при плавной, безударной нагрузке.
Сплавы с большим содержанием Со (ВК8, ВК15) как более прочные, вязкие применяют при черновой обработке.
Сплавы ВК4, ВК6 и др. имеют большую прочность. Их рекомендуется применять при обработке закаленных, жаропрочных, коррозионно-стойких сталей и сплавов.
Билет № 19.
1.Критерии износа ри.
Потеря режущей способности И. вызывается след. Причинами:
1. изнашивание или истирание контактных площадок на рабочих поверхностях РИ;
2. выкрашивание мельчайших частичек на режущем лезвии, что характерно для хрупких ИМ (твердый сплав, минерало-керамика).
Основная причина затупления РИ при норм. условиях резания – износ (истирание) их рабочих поверхностей. Такой износ характерен для всех видов И и ИМ.
Виды износа:
1. Механический. Обычное разрушение микронеровностей на рабочих поверхностях И, микронеровностей материала заготовки.
2. Абразивный. Царапание рабочих поверхностей И. твердыми материалами.
3. Адгезионный. Схватывание микрочастиц стружки поверхностью.
4. Диффузионный. Растворение частиц металла ИМ в металле заготовки.
5. Окислительный. Появляются окисные пленки.
На износ И влияют след факторы:
- физ-мех анические св-ва обрабатываемого и ИМ
- состояние рабочих поверхностей И
- смазочно-охлаждающая технологическая среда
- геом парамерты инструмента
- режимы резания
- состояние станка (жесткость, гидроустойчивость).
Критерии износа И. – признаки, по кот. И считается затупленным, т.е имеет предельную величину износа, превышение кот. может вызвать отказ И.
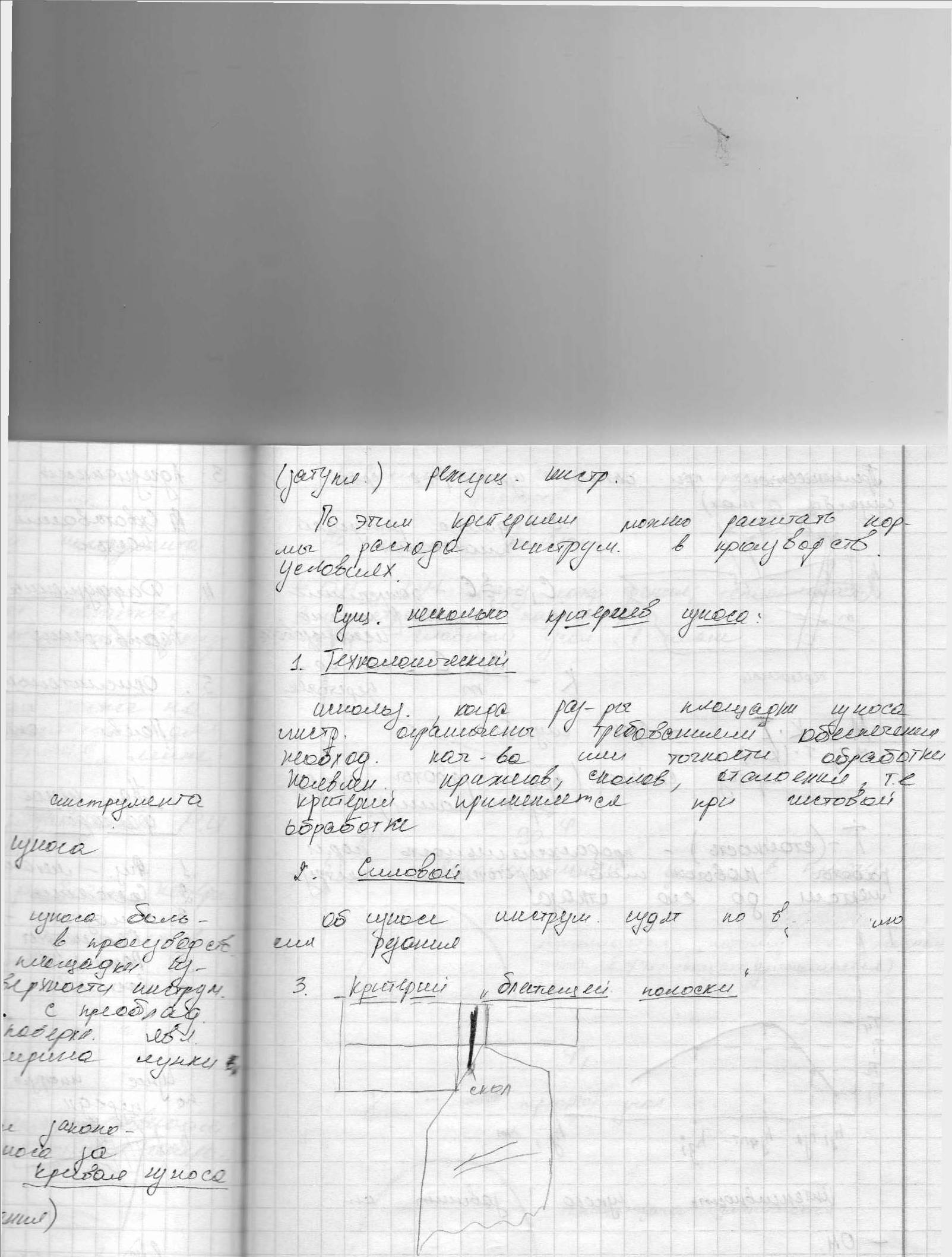
1. Технологический. Используется, когда размеры площадки износа И. ограничены требованиями обеспечения необходимого качества илиточности обработки, появление прижогов, сколов, отслоения, т.е критерий применяется при чистовой обработке.
2. Силовой. Об износе инструмента судятпо возрастанию сил резания.
3. Критерий «блестящей полоски».
4. Критерий оптимального (наивыгоднейшего) износа. Оптимальный износ –износ, при кот. общий срок службы И будет максимальным.
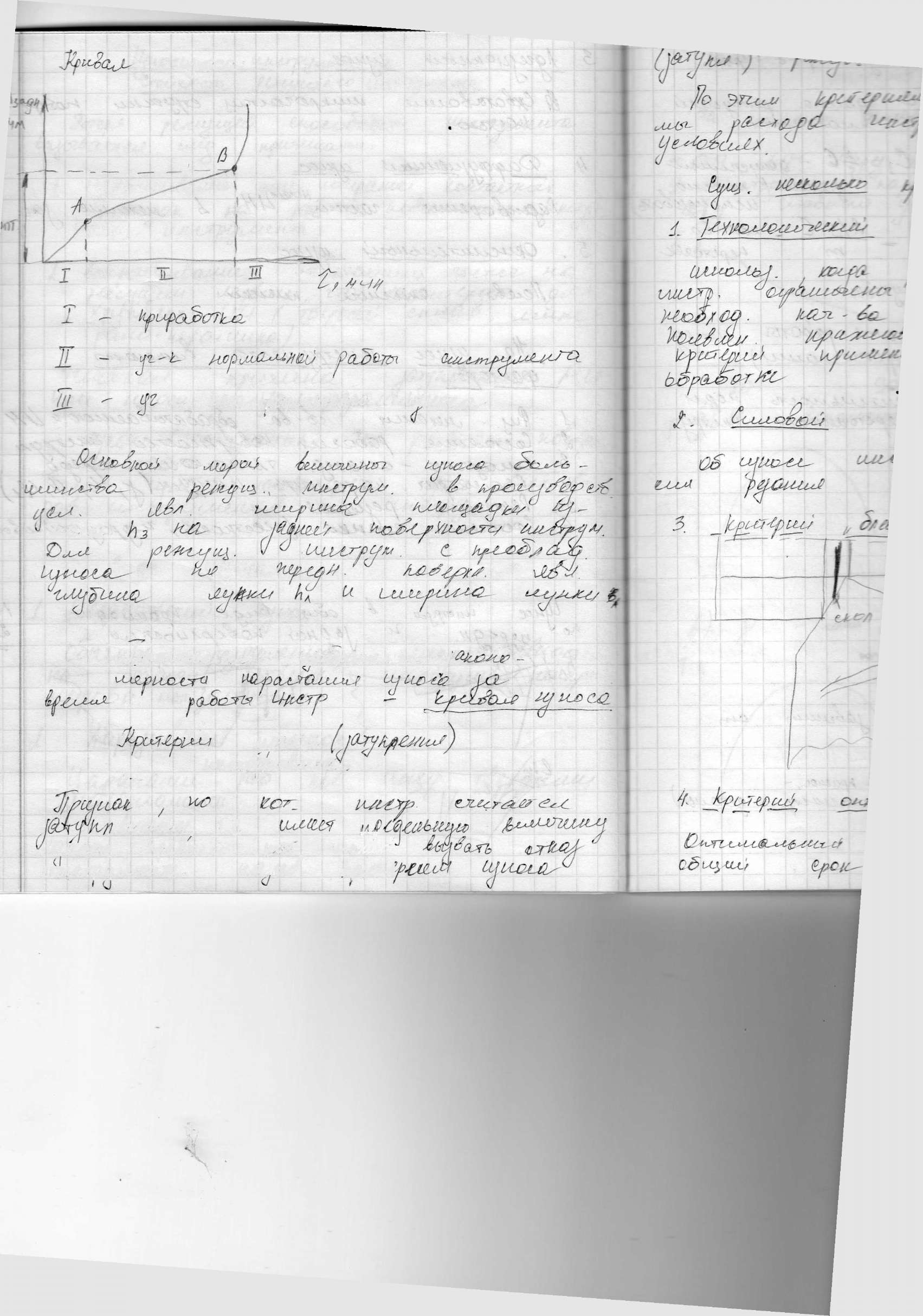 Графическое
изображение закономерности нарастания
износа за время работы И – кривая
износа
Графическое
изображение закономерности нарастания
износа за время работы И – кривая
износа
I – приработка;
II – уч-к норм работы И;
III – уч-к катастрофического износа.
Основной мерой величины износа большинства РИ в производственных условиях явл ширина площадки износа h3 на задней поверхности И. Для РИ с преобладанием износа по передней поверхности явл глубина лунки hл и ширина лунки bл