

2.5 Обозначение посадок на чертежах, посадки предпочтительного применения
Глава 3. Расчет и назначение посадок для гладких цилиндрических соединений
3.1 Посадки с натягом
Посадки с натягом предназначены для получения неподвижных соединений под нагрузкой. Они образуются как в системе отверстий (СА), так и в системе вала (СВ), сочетанием полей допуска основных деталей и не основных с основными отклонениями от p до z. Неподвижность соединения обеспечивается предварительным (до сборки) натягом (N):
![]() (3.1)
(3.1)
где
![]() расчетный
диаметр гладкого вала;
расчетный
диаметр гладкого вала;
![]() –
расчетный диаметр гладкого отверстия.
–
расчетный диаметр гладкого отверстия.
Соотношение этих диаметров должно обеспечить такой натяг, чтобы под воздействием силы Z или момента М или комбинированной нагрузки M и Z соединение осталось неподвижным.
Изобразим изготовленный
гладкий цилиндрический вал с диаметром
![]() ,
на сборку с этим валом поступает
отверстие, которое имеет несколько
меньший диаметр
,
на сборку с этим валом поступает
отверстие, которое имеет несколько
меньший диаметр
![]() .
Причем для наглядности изобразим
радиальное изображение натяга, т.е. на
сборке вал и отверстие имеют одну ось
(рис. 3.1).
.
Причем для наглядности изобразим
радиальное изображение натяга, т.е. на
сборке вал и отверстие имеют одну ось
(рис. 3.1).
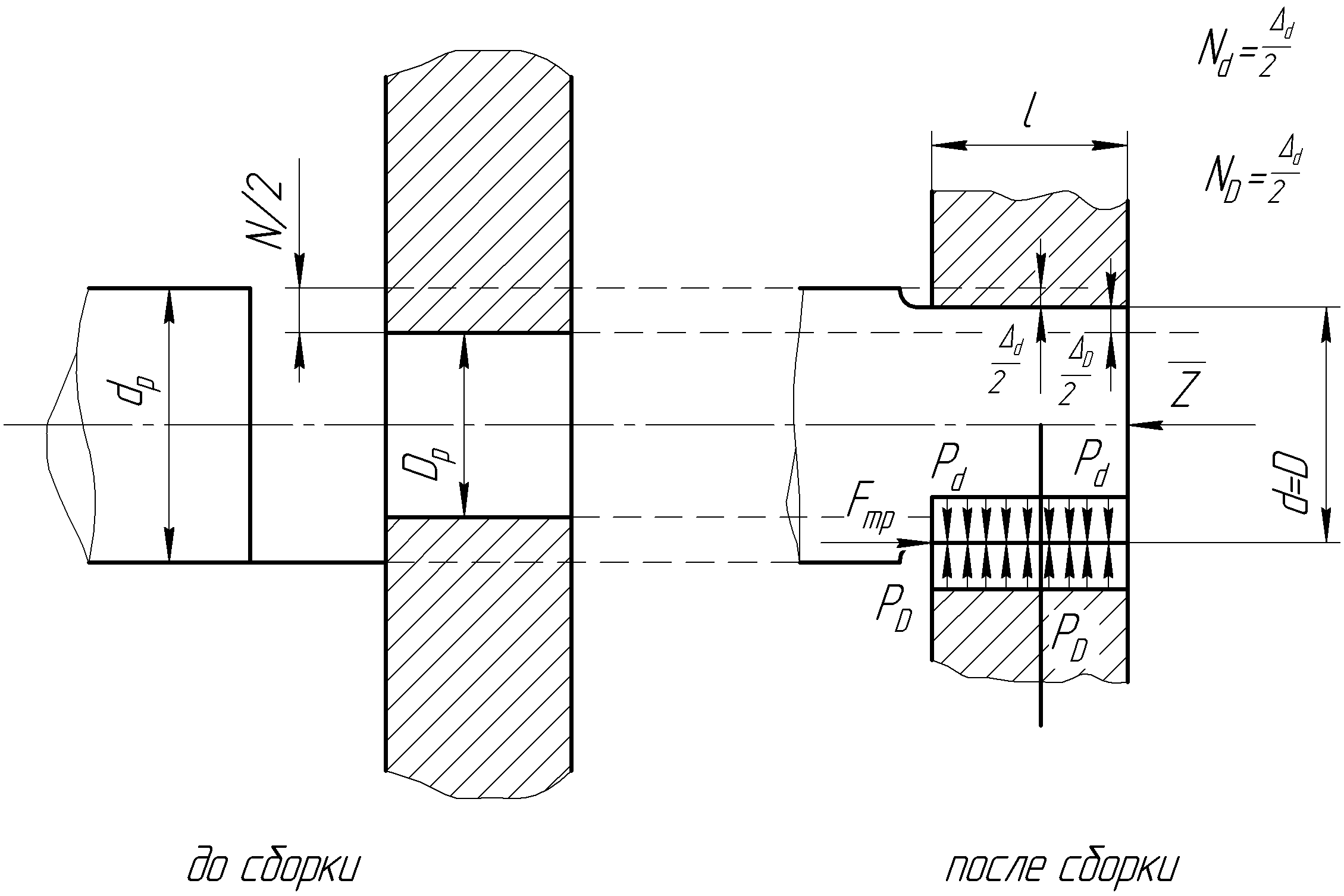
Рисунок 3.1 – Контактные давления при посадке с натягом
Нетрудно видеть, что поскольку натяг есть разница расчетных диаметров вала и отверстия, то у нас в данном случае половина натяга и внизу половина натяга, а в целом он образует натяг как разницу между соответствующими диаметрами,
Представим себе, что было осуществлена операция сборки. В соединение под действием отверстия вал, очевидно, будет сжиматься.
Вал либо механически напрессовывается на отверстие или отверстие напрессовывается на вал, либо с помощью тепловых эффектов – вал и отверстие охлаждаются, вследствие чего вал сжимается, а отверстие расширяется. Затем они соединяются, деталь помещается в нормальную температуру, выравнивается, и происходит деформация вала на сжатие, отверстия на расширение. И, наконец, образуется соединение, общий диаметр которого не принадлежит ни к диаметру отверстия, ни к диаметру вала.
Пунктиром на рисунке показаны исходные диаметры отверстия и вала. Изобразим деформации, которым были подвергнуты обе детали (рис. 3.1).
Таким образом, вал сжался на величину:
![]()
Отверстие расширилось на величину:
![]()
В результате в соединении образовался общий диаметр d = D, диаметр соединения. Видно, что сумма деформаций представляет собой натяг:
![]() (3.2)
(3.2)
Обозначим длину контакта через l, тогда площадь контакта S равна:
![]() (3.3)
(3.3)
В результате сборки детали образуются два поля давления: со стороны отверстия на вал и со стороны вала на отверстие, которые будут условно равномерными, т. к. не мы не будем рассматривать концевые эффекты.
Рассмотрим случай, когда
отверстие будет действовать на вал.
Величину давления обозначим через
![]() .
В противоположную сторону будет
действовать
.
В противоположную сторону будет
действовать
![]() .
В результате давления появляется сила
нормальной реакции опоры. Подействуем
на вал некоторой внешней нагрузкой Z,
в результате в соединении возникнет
противодействующая ей сила трения
.
В результате давления появляется сила
нормальной реакции опоры. Подействуем
на вал некоторой внешней нагрузкой Z,
в результате в соединении возникнет
противодействующая ей сила трения
![]() .
.
Таким образом, на соединение после сборки действуют следующие силы.
На вал – внешняя сила Z и со стороны отверстия действует сила трения Fтр, причем сила трения возникает за счет контактного давления, которое связано с натягом.
![]() ,
(3.4)
,
(3.4)
![]()
Совершенно очевидно, что чем больше натяг, а он, как известно, является регулируемым параметром, тем больше контактное давление и выше сила нормальной реакции опоры, значит больше сила трения, следовательно, соединение может сопротивляться большей внешней нагрузке.
Свяжем перечисленные параметры аналитическими выражениями.
Пусть необходимо рассчитать
для заданной нагрузки
![]() величину натяга
величину натяга
![]() ,
которая обеспечивает неподвижное
соединение под этой нагрузкой.
,
которая обеспечивает неподвижное
соединение под этой нагрузкой.
Посадки с натягом в основном работают в упругой области, в которой выполняется закон Гука: напряжение в образце пропорционально его линейной деформации.
![]() ,
(3.5)
,
(3.5)
где
Е – модуль упругости первого рода или модуль Юнга;
![]() – напряжение;
– напряжение;
![]() – относительная деформация.
– относительная деформация.
Данный закон справедлив для одномерного случая.
Французский ученый Ламэ получил решение для цилиндрических тел:
 ,
(3.6)
,
(3.6)
где
![]() - коэффициент Ламэ или модуль упругости
второго рода,
- коэффициент Ламэ или модуль упругости
второго рода,
![]()
Данное выражение записано для вала.
Аналогично для отверстия:
 . (3.7)
. (3.7)
В последнем выражении в знаменателе использовали d, т. к. в соединении диаметр вала d равен диаметру отверстия D.
Выразим из уравнений (3.6) и (3.7) абсолютные деформации вала и отверстия. Используя условие равенства давлений (3.4), запишем:
 (3.4а)
(3.4а)
Получили связь абсолютных деформаций с величиной контактного давления, величину которого необходимо определить.
Используя выражение (3.2), получим:
 .
(3.8)
.
(3.8)
Таким образом, получили решение, которое связывает искомую величину давления с натягом.
Определим силу трения.
Под действием давления Р возникает
сила трения
![]() ,
равная произведению коэффициента трения
,
равная произведению коэффициента трения
![]() на силу реакции опоры, которая, в свою
очередь, равна произведению контактного
давления на площадь контакта.
на силу реакции опоры, которая, в свою
очередь, равна произведению контактного
давления на площадь контакта.
![]() ;
(3.9)
;
(3.9)
 (3.10)
(3.10)
Очевидно, что при превышении внешней силой максимальной силы трения, в соединении возникнет подвижность (кризис). До наступления кризиса всегда сила трения будет равна внешней силе.
Условие неподвижности соединения
заключается в не превышении активной
силой
![]() максимально возможной силы трения
максимально возможной силы трения
![]() .
.
Используя полученные выше выражения, рассмотрим алгоритм расчета минимального расчетного натяга.
Из выражения (3.10) определяем предельную силу трения, затем из уравнения (3.9) – необходимую для этого величину контактного давления Р. Из формулы (3.6) – минимальный расчетный натяг, который обеспечивает выполнение (3.10). Это прямая задача. Существует и обратная, в которой от натяга определяют величину силы трения.
![]()
Для обеспечения неподвижности соединения необходимо, чтобы натяг, возникающий в нем, превышал минимальный.
У натяга существует не только нижняя, но и верхняя граница, наличие которой обусловлено разрушением материала.
Условия разрушения, может быть сформулировано, следующим образом: максимальное давление (аналог напряжений) в соединении, при котором еще не наступает разрушение, должно быть меньше предела текучести или иного предела, который ограничивает прочность деталей:
![]() ,
(3.11)
,
(3.11)
где А - некоторый коэффициент;
![]() -
предел текучести.
-
предел текучести.
Тогда, зная
![]() из
условия (3.8) найдем
из
условия (3.8) найдем
![]() .
.
![]() .
.
При превышении этого натяга может возникнуть разрушение либо вала, либо отверстия.
В реальных условиях необходимо ввести поправки на шероховатость деталей, на температурные деформации (деталь собрана при нормальных условиях, а может эксплуатироваться в других), действие центробежных сил и.т.п.
Например, соединение собрано в неподвижном
варианте, на стенде, а затем деталь
(турбина) вращается, возникают центробежные
силы, которые приводит либо к уменьшению,
либо к увеличению натяга, или же соединение
было собрано в нормальных условиях, а
эксплуатироваться будет, например, при
температуре
![]() .
.
Например, поправка на шероховатость
опирается на понятие функциональных
размеров -![]() - размеры шероховатых деталей, которые
в соединении будут функционировать
также как и гладкие (рис. 3.2).
- размеры шероховатых деталей, которые
в соединении будут функционировать
также как и гладкие (рис. 3.2).
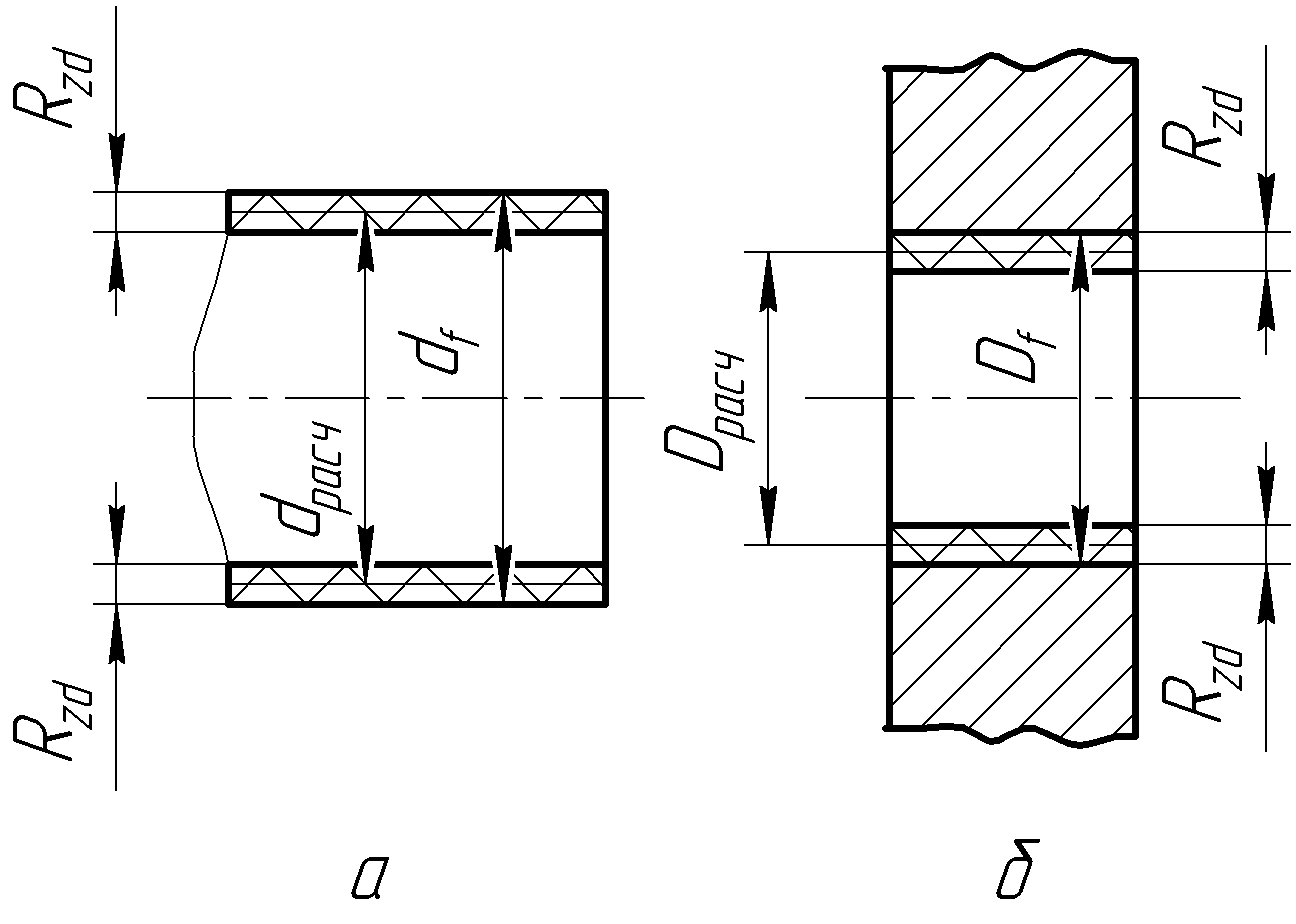
Рисунок 3.2 – Поправки на шероховатость при натяге:
на валу (а) и в отверстии (б)
Тогда
![]() (3.12)
(3.12)
где
![]() - коэффициент, учитывающий отличие к
сопротивлению сжатия гладкого и
шероховатого валов (снятие неровностей).
- коэффициент, учитывающий отличие к
сопротивлению сжатия гладкого и
шероховатого валов (снятие неровностей).
Аналогично для отверстия.
![]() (3.13)
(3.13)
Таким образом
![]()
![]() (3.14)
(3.14)
Для деталей изготовленных из одного материала можно принять
![]() .
.
Тогда условие выбора посадок с натягом можно сформировать следующим образом:
Примеры применения посадок с натягом.
Легкие прессовые посадки.
![]() - в СА.
- в СА.
![]() - в СВ.
- в СВ.
Такие посадки обеспечивают небольшие натяги и используются для соединения тонкостенных деталей, когда допускаются либо небольшие смещения, либо используются дополнительное крепление (шпонки, шлицы).
Средне прессовые посадки
![]() – в СА.
– в СА.
Аналогично в системе вала.
Эти посадки могут воспринимать значительные статические нагрузки.
Тяжелые прессовые посадки
![]() - в СА.
- в СА.
Посадки воспринимают значительные реверсивные и ударные нагрузки.