

Глава 2. Нормирование точности соединения деталей (сборочных единиц)
2.1 Классификация соединения деталей. Понятие посадки
Две или несколько деталей, поверхности, которых соприкасаются в собранном узле, называются сопрягаемыми, а поверхности, по которым происходит контакт, называются поверхностями сопряжения.
По форме сопрягаемых поверхностей различают следующие типы соединений:
Гладкие цилиндрические поверхности;
Гладкие конические поверхности;
Плоские соединения (шпоночные, шлицевые);
Винтовые и резьбовые соединения;
Сферические соединения (шарниры);
Зубчатые колеса и передачи.
По степени подвижности соединений или степени сопротивления относительному перемещению соединения делятся на:
подвижные соединения;
неподвижные в процессе эксплуатации, но разъемные в процессе ремонта
соединения;
неподвижные и неразъемные в течение всего срока службы соединения.
Характер соединения называется посадкой и зависит от взаимного расположения полей допуска сопрягаемых поверхностей, т.е. вала и отверстия.
Различают следующие виды посадок:
Посадки с зазором;
Посадки с натягом;
3) Переходные посадки.
Посадка с зазором образуется при соединении, когда действительный размер отверстия больше размера вала и характеризуется расположением поля допуска отверстия над полем допуска вала, причем поля не пересекаются, таким образом, в этих посадках всегда у годных деталей присутствует зазор. Изобразим схему полей допуска для случая посадки с зазором (рис. 2.1).
При этом минимальный зазор называется гарантированным и обычно соответствует расчетному, тогда действительный зазор всегда больше расчетного.
Данные посадки используются для соединения подвижных деталей с низкими требованиями центрирования, иногда - в неподвижных соединениях, которые требуется часто разбирать.

Рисунок 2.1 – Расположение полей допуска при посадке с зазором
Представим, что на сборку поступили соответствующие детали с некоторыми действительными размерами, тогда действительным зазором называется разность между действительными размерами отверстия и вала. Следует заметить, что впервые в данном курсе встречается параметр, который описывает размеры разных деталей (вала и отверстия).
![]() .
(2.1)
.
(2.1)
Нельзя не отметить непременное условие существования зазора, а именно, действительный размер отверстия должен превышать действительный размер вала:
![]() (2.2)
(2.2)
Таким образом, зазор всегда есть неотрицательная величина:
![]() .
.
Поступление на сборку деталей с определенными действительными размерами в пределах допуска является случайным событием, следовательно, поля допуска в валах и отверстиях формируют соответствующее поле допуска зазора.
Границы этого поля можно определить следующими соотношениями.
В любом случае поля допуска ограничиваются максимальными и минимальными уровнями:
 (2.3)
(2.3)
![]() (2.4)
(2.4)
Посадка с натягом в соединении образуется, когда действительный размер вала больше размера отверстия до сборки. В посадках с натягом всегда поле допуска вала выше поля допуска отверстия, причем поля не пересекаются. Они используются для неподвижных, неразъемных или редко разбираемых соединений. Изобразим схему полей допуска для случая посадки с натягом (рис. 2.2).

Рисунок 2.2 – Расположение полей допуска при посадке с натягом
![]() .
(2.5)
.
(2.5)
Границы поля допуска натяга:
 (2.6)
(2.6)
Т.к. годная деталь имеет размер, лежащий внутри поля допуска, то натяг может изменяться от максимального до минимального значений.
![]() .
.
Переходные посадки характеризуются пересекающимися полями допуска вала и отверстия и могут обеспечивать как зазоры, так и натяги в соединении (рис. 2.3). Данные посадки применяют для получения неподвижных разъемных соединений. Переходные посадки обеспечивают хорошее центрирование.
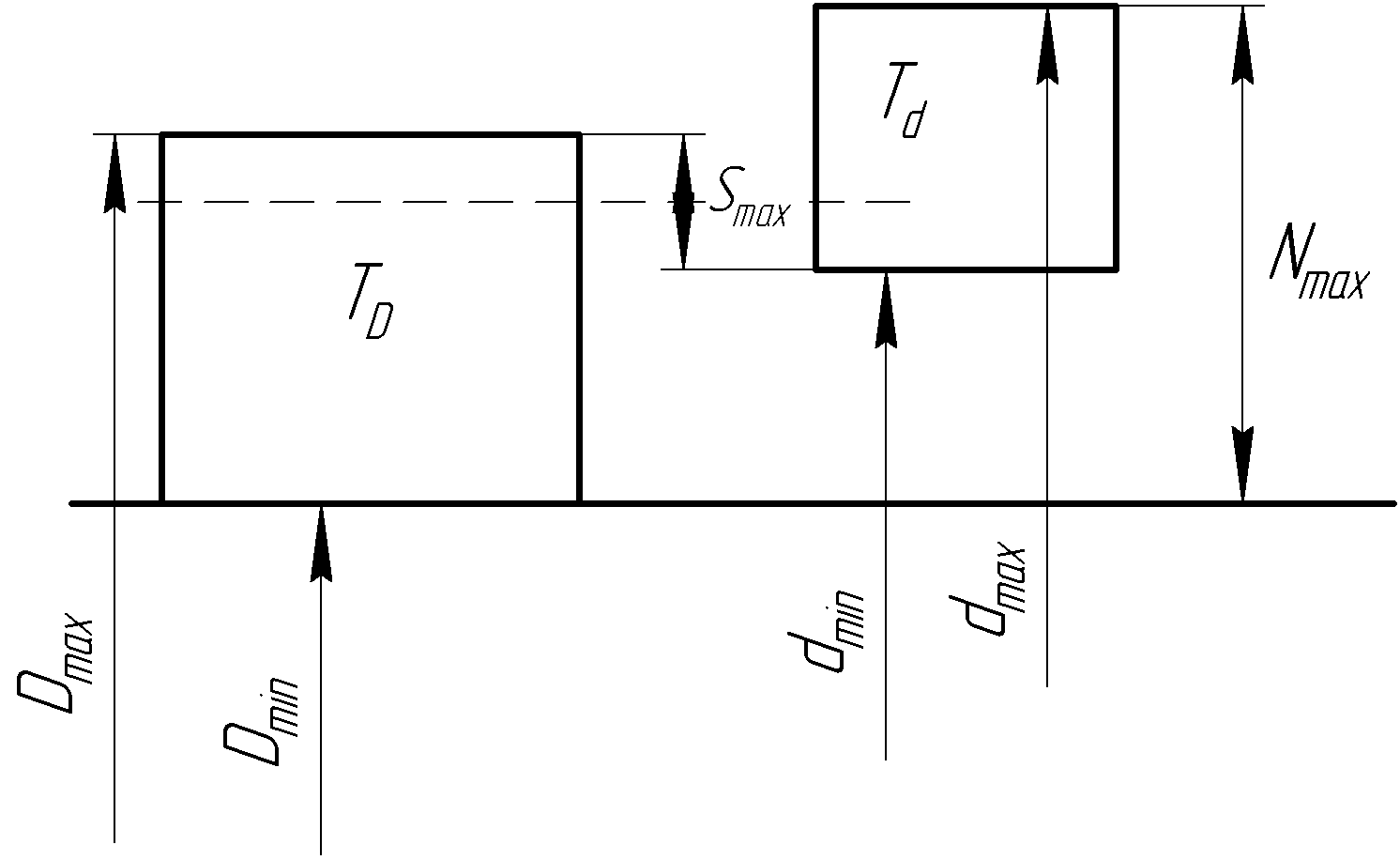
Рисунок 2.3 - Расположение полей допусков при переходной посадке
Используя ранее изученные понятия зазора и натяга:
![]() (2.7)
(2.7)
В таких посадках может реализовываться как натяг, так и зазор.
![]()
В переходных посадках используется параметр посадки - П. Параметр посадки может быть как положительным, так и отрицательным. Если он положителен, то П=S, если отрицателен, то П=N.
Применяя общее определение допуска:
![]() .
(2.8)
.
(2.8)