

5.3 Отклонения и допуски расположения поверхностей
Отклонением расположения поверхности или профиля называют отклонение реального расположения поверхности (профиля) от его номинального расположения. Количественно оценка отклонений может производиться либо от баз (поверхность, линия, точка) либо учитывается номинальное взаимное расположение поверхностей. Причем, при оценке отклонений расположения отклонения формы рассматриваемых поверхностей (профилей) должны быть исключены из рассмотрения.
Базы подразделяются на конструкторские, определяющие расположение детали в сборочной единице или механизме, технологические, определяющие расположение заготовки на станке в процессе обработки, и измерительные, определяющие расположение детали при измерении. Для повышения точности изготовления деталей необходимо стремиться к принципу совмещения баз.
Основными видами отклонений расположения являются следующие
Отклонение от параллельности.
Отклонение от параллельности – разность Δ наибольшего и наименьшего расстояний между плоскостями (рис. 5.12)
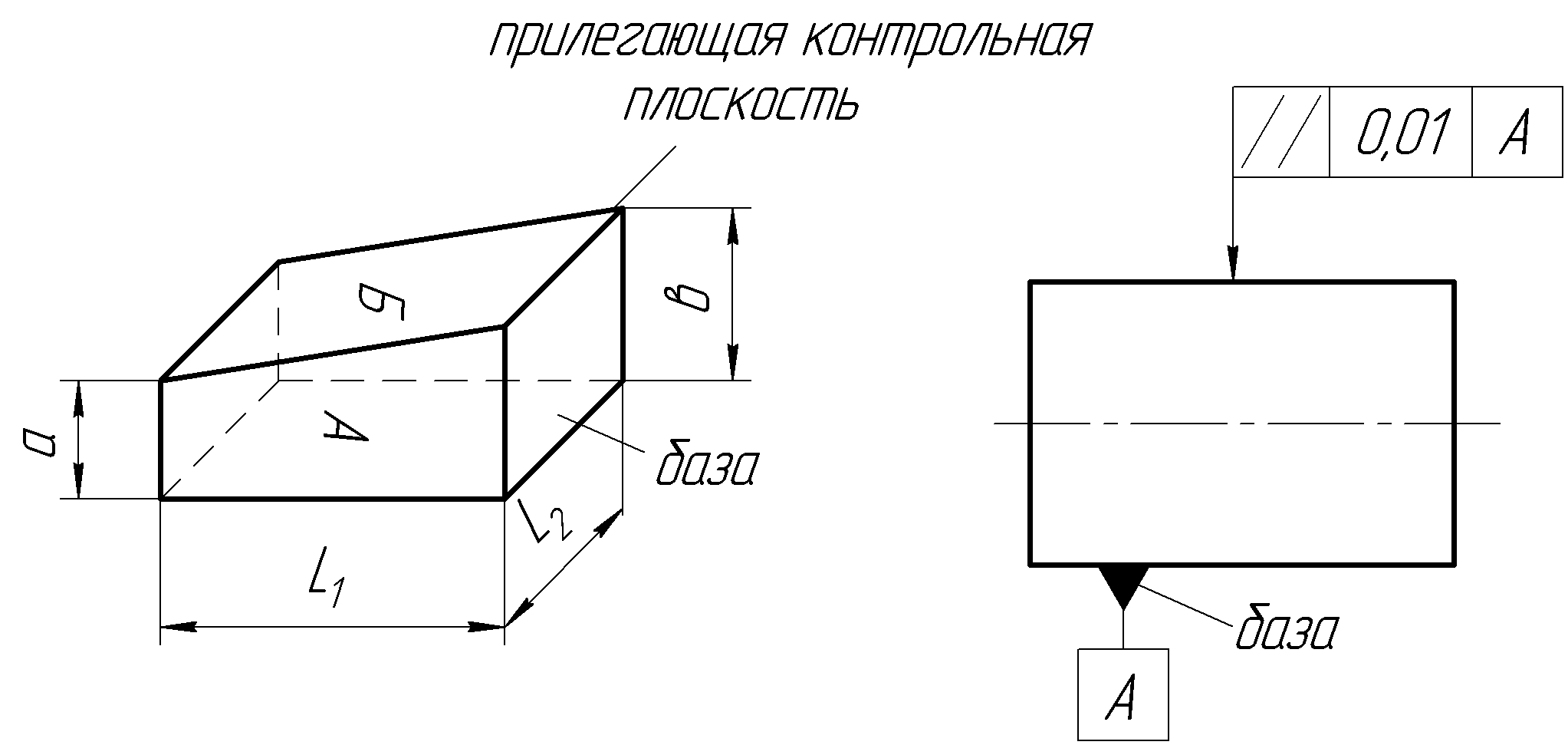
Рисунок 5.12 – Отклонение от параллельности и обозначение на чертежах
а – минимальное расстояние от базы до прилегающей контрольной плоскости (ПКП).
b – максимальное расстояние от базы до прилегающей контрольной плоскости (рис. 71).
Δ= b – a ≤ Т.
Отклонение от перпендикулярности.
Отклонение от перпендикулярности плоскостей – отклонение угла между плоскостями от прямого угла, выраженное в линейных величинах Δ на длине нормируемого участка L (рис. 5.13).

Рисунок 5.13 – Отклонение от перпендикулярности и обозначение на чертежах
Отклонение угла наклона относительно плоскости или оси.
Отклонения угла наклона относительно плоскости или оси - отклонение нормируемой плоскости от базовой угла наклона, выраженное в линейных единицах на длине нормируемого участка. Допустим, задан какой-то номинальный угол наклона на длине нормируемого участка 100мм. Нормируемое отклонение обозначается ∆<. Плоскость, относительно которой происходит нормирование, обозначена на рисунке базой А. Отклонение нормируемой плоскости происходит на угол ∆<, само отклонение нормируется в линейных величинах, поэтому присутствует соответствующий размер (100мм) (рис. 5.14).
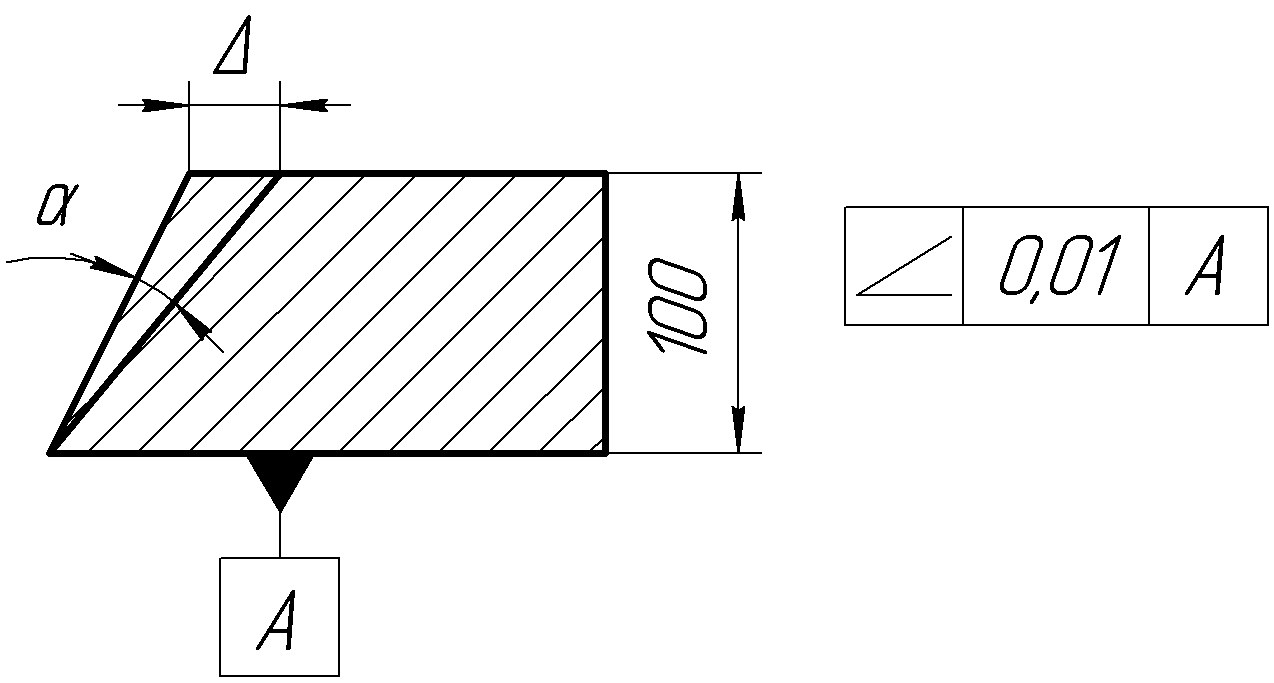
Рисунок 5.14 – Отклонение угла наклона относительно плоскости и обозначение на чертежах
Отклонение от соосности.
Отклонение от соосности - наибольшее расстояние между базовой и действительной осью.
Допустим, что действительная ось не совпадает с базовой. Максимальное отклонение действительной оси от базовой на длине участка (200мм) опять выражается в линейных единицах. Обозначается это отклонение значком ∆Θ. Это отклонение может быть записано как в радиальном ∆TΘ/2 , так и в диаметральном выражении ∆TΘ. Приведем пример отклонения от соосности. Здесь отклонение от соосности в диаметральном выражении двух отверстий относительно базы А составляет 0,1 мм (рис. 5.15).
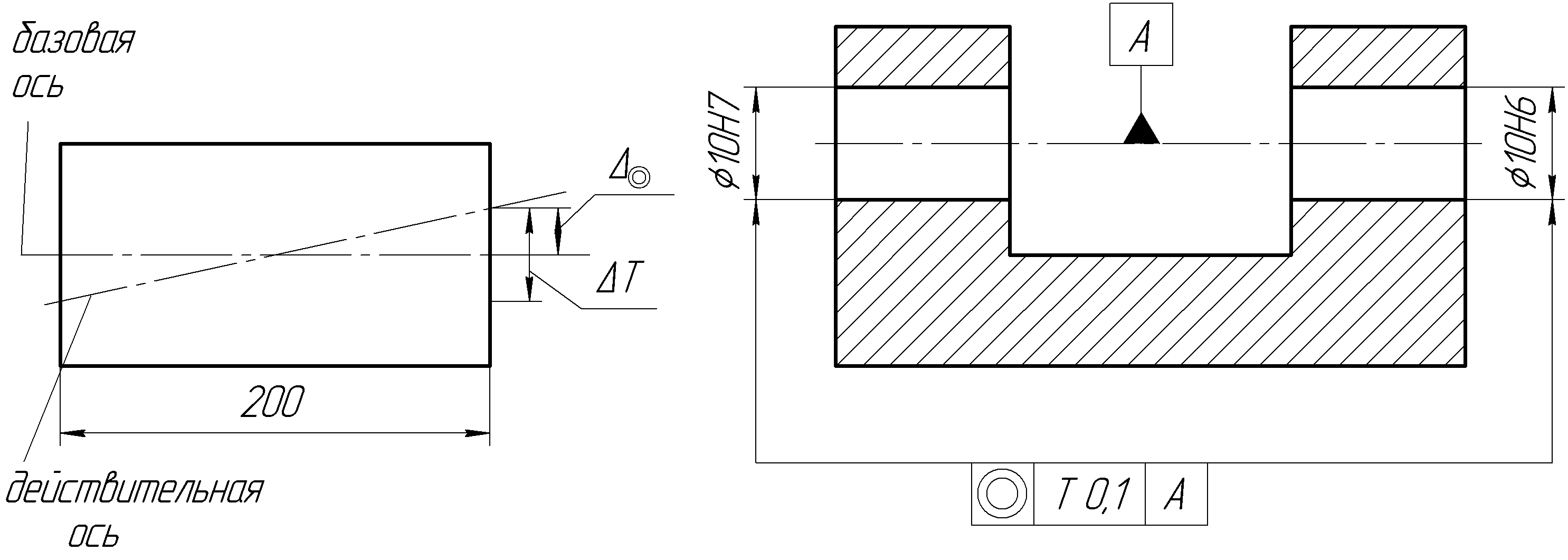
Рисунок 5.15 – Отклонение от соосности и обозначение на чертежах
Отклонение от симметричности.
Отклонение от симметричности - это наибольшее расстояние от оси нормируемого элемента до оси симметрии базового элемента.
К примеру, в элементе с осью симметрии необходимо выполнить отверстие. Чертеж читается так: отклонение от оси базового элемента А оси симметрии нормируемого элемента не должно превышать в диаметральном выражении 0,1мм (рис. 5.16).
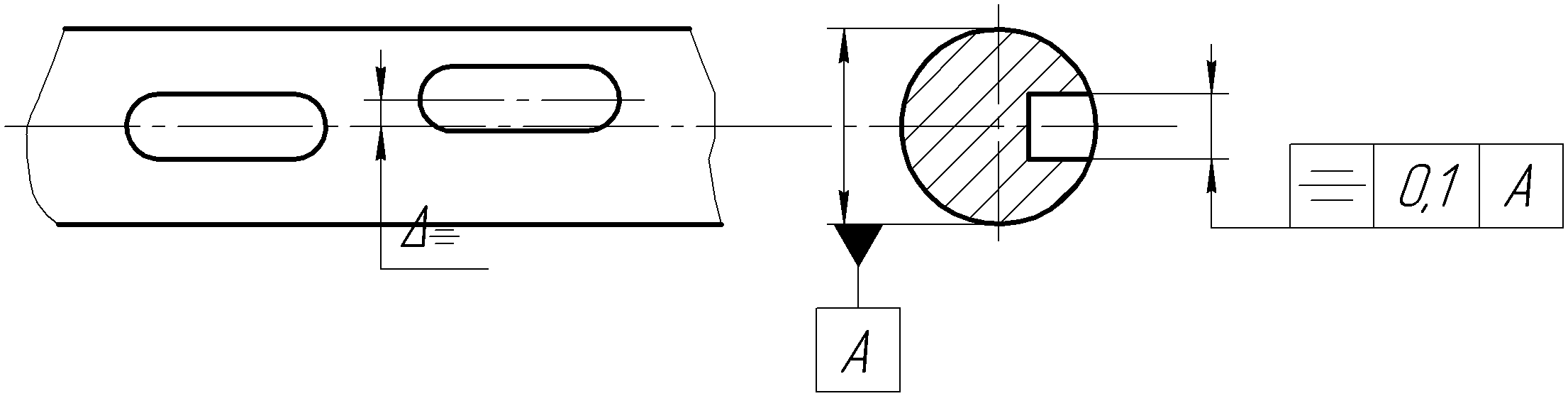
Рисунок 5.16 – Отклонение от симметричности и обозначение на чертежах
Отклонение от пересечения полей.
Отклонение от пересечения осей – наименьшее расстояние между рассматриваемой и базовой осями (рис. 5.17).
Важно, например, когда изготавливаются форсуночные элементы, которые имеют достаточно большое количество пересечений осей, а в случае неточного пересечения осей форсунок могут возникнуть завихрения прогоняемых веществ (окислителя, горючего).
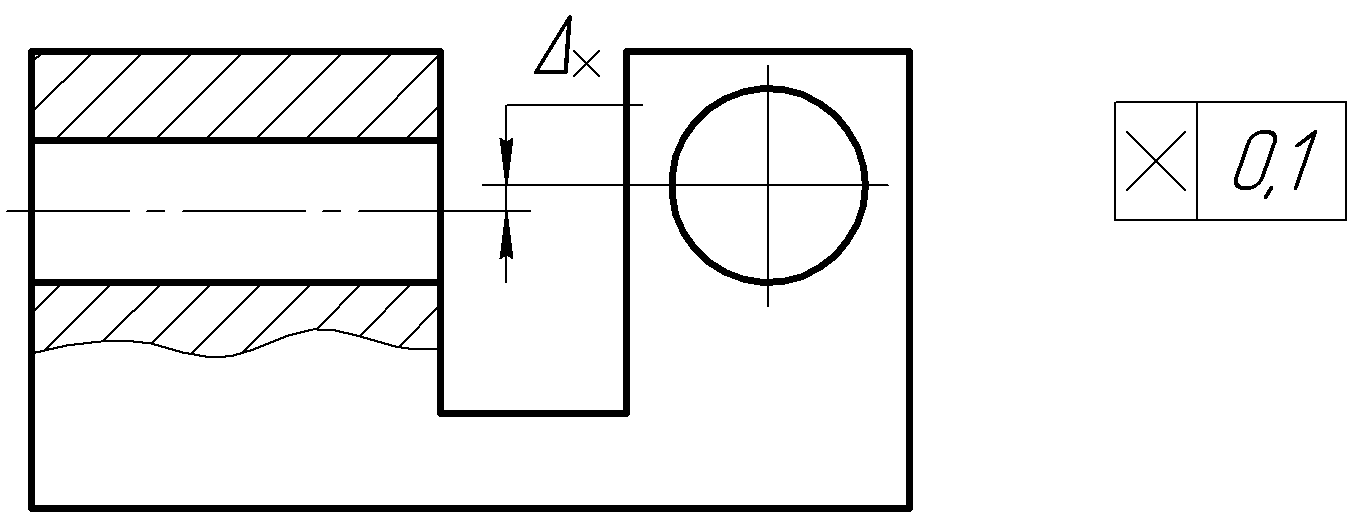
Рисунок 5.17 – Отклонение от пересечения осей
Суммарное отклонение формы и расположения поверхности.
Основные типы отклонений формы и расположения поверхности:
радиальное биение;
торцовое биение.
Биения обозначаются значком ∆↑.
Радиальное биение представляет собой разность максимального и минимального отклонения реального профиля от базовой оси.
Изобразим профиль реальной окружности. Для того, что найти у этого реального профиля отклонение от круглости необходимо описать вокруг него прилегающую окружность. Эта окружность имеет свою ось и центр, но ось, как правило, не совпадает с базовой осью (рис. 5.18).
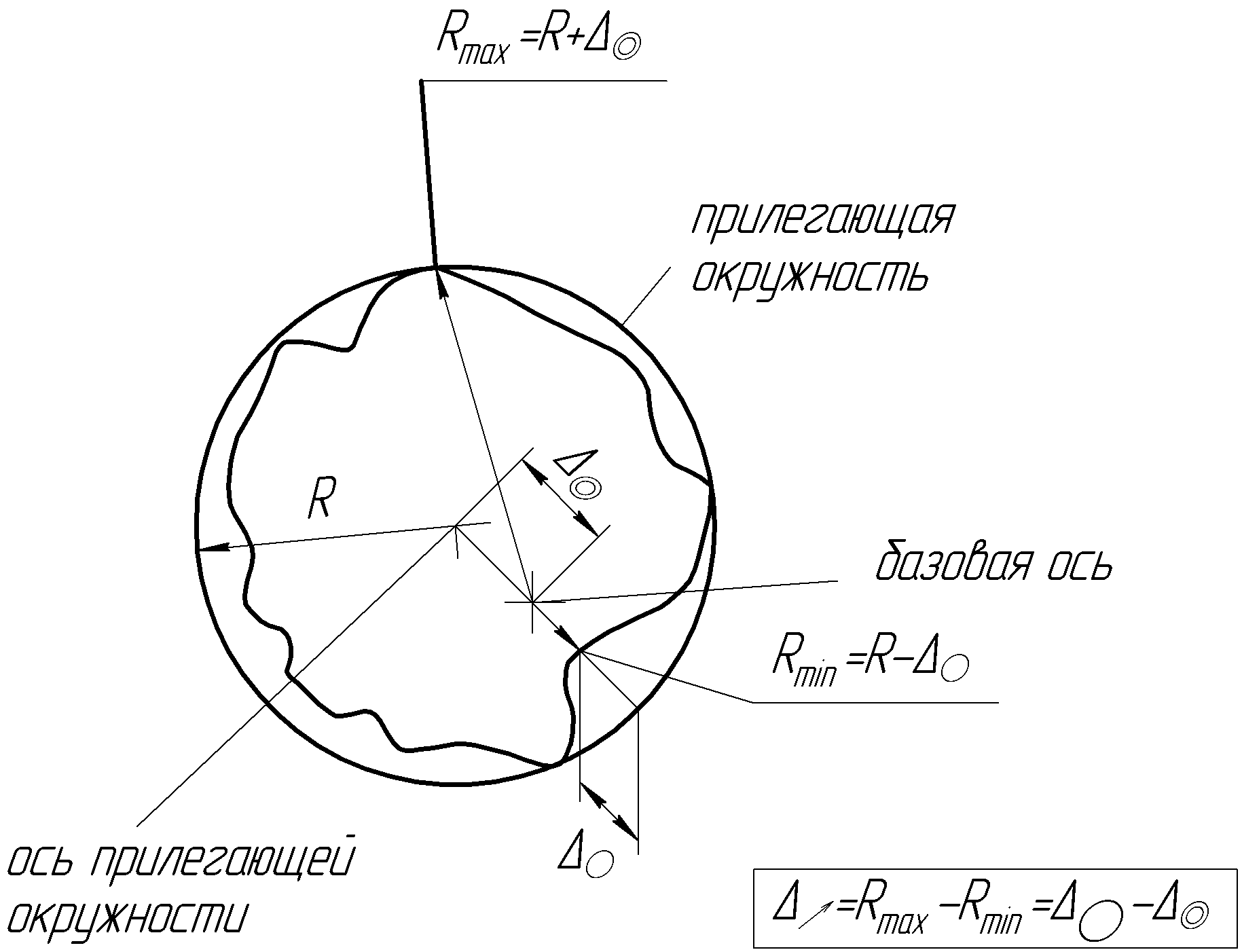
Рисунок 5.18 – Радиальное биение
Максимальное расстояние от базовой оси состоит из радиуса прилегающей окружности R и отклонения о соосности ∆↑. Минимальное же расстояние равно разнице радиуса R и отклонения ∆↑. Тогда биение:
∆↑=Rmax - Rmin=∆Θ + ∆o.
На чертеже это обозначается следующим образом (рис. 5.19).
Радиальное биение относительно базовой оси А не должно превышать 0,1мм, в случае полного радиального биения, когда требуется нормировать всю цилиндрическую поверхность.

Рисунок 5.19 – Обозначение на чертежах:
а – при нормировке участка поверхности, б – при нормировке всей поверхности
Торцовое биение - разность максимального и минимального расстояния реального профиля торца от плоскости, перпендикулярной оси (рис.5.20).
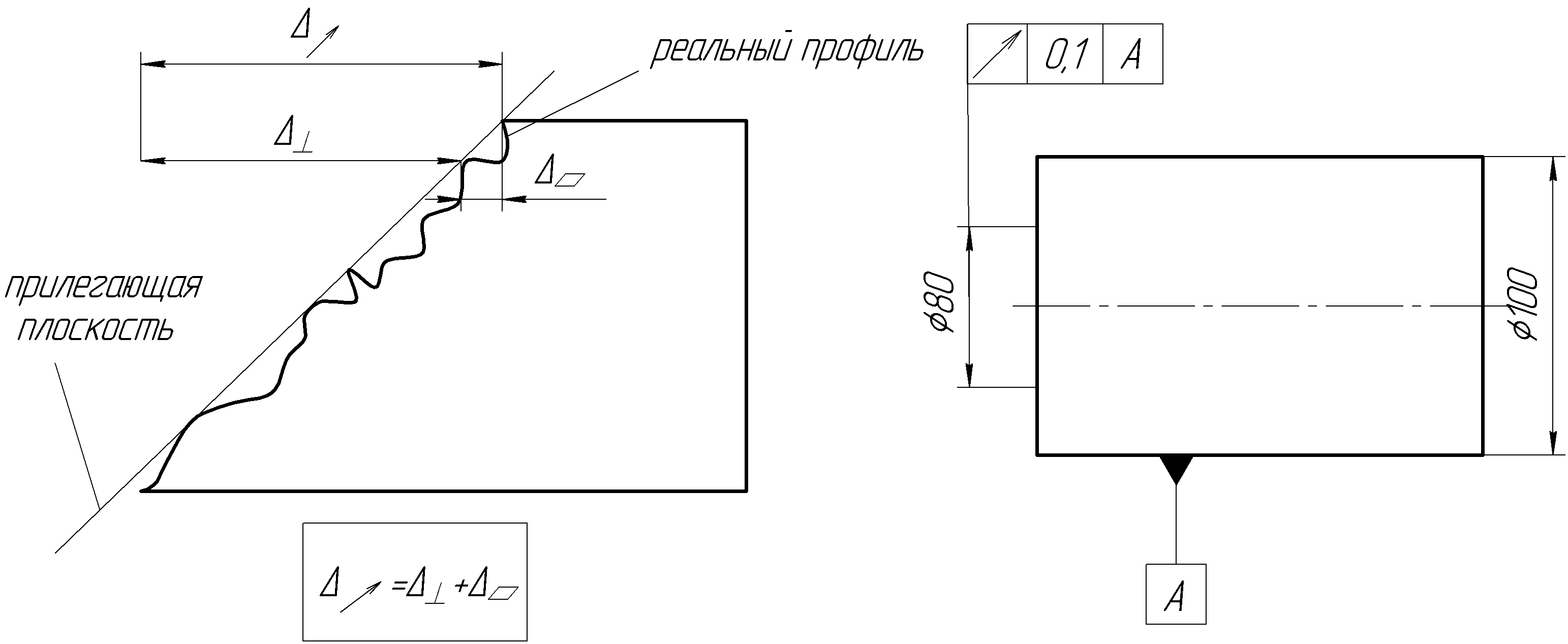
Рисунок 5.20 – Торцовое биение и обозначение на чертежах
Допуск расположения или формы может быть независимым и зависимым.
Независимый допуск – допуск, числовое значение которого постоянно для всей совокупности деталей и который не зависит от действительного размера рассматриваемого или базового элемента. Его числовое значение постоянно для всей совокупности деталей, изготавливаемых по заданному чертежу.
Зависимый допуск – переменный
допуск расположения или формы, минимальное
значение которого указывается на чертеже
или технических требованиях и который
допускается превышать на величину
![]() ,
соответствующую отклонению действительного
размера рассматриваемого и (или) базового
элемента данной детали от проходного
предела, т.е. наибольшего предельного
размера вала или наименьшего предельного
размера отверстия. Полное значение
зависимого допуска для данной детали
,
соответствующую отклонению действительного
размера рассматриваемого и (или) базового
элемента данной детали от проходного
предела, т.е. наибольшего предельного
размера вала или наименьшего предельного
размера отверстия. Полное значение
зависимого допуска для данной детали
![]()
Зависимый допуск разрешается превышать на величину предельных отклонений вала или отверстия. Зависимые допуски расположения назначают главным образом в случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданной величиной зазора или натяга.
Зависимый допуск формы или расположения
на чертеже обозначают условным знаком
![]() ,
который помещают:
,
который помещают:
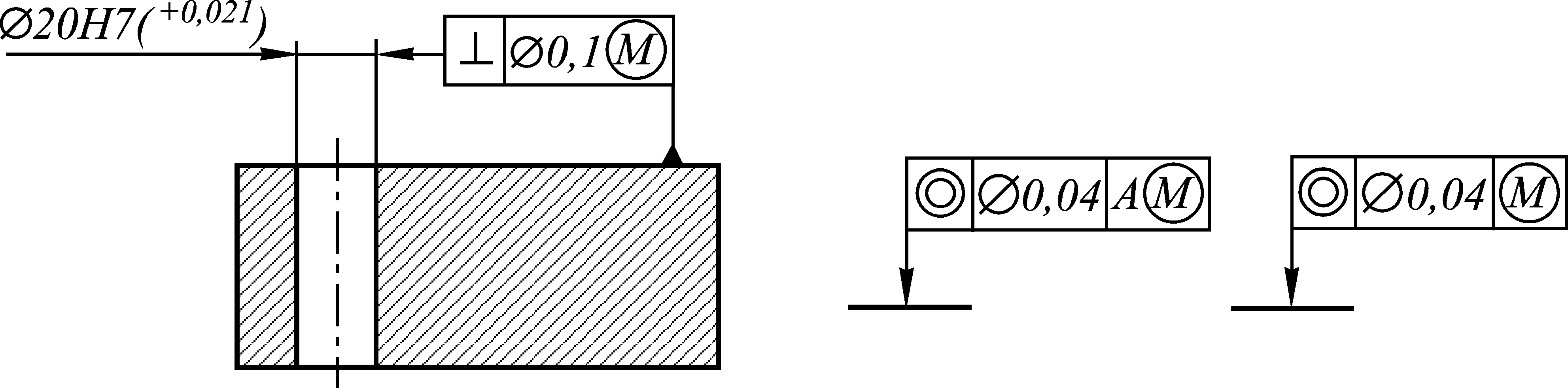
- после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (рис. 5.21, а );
а б в
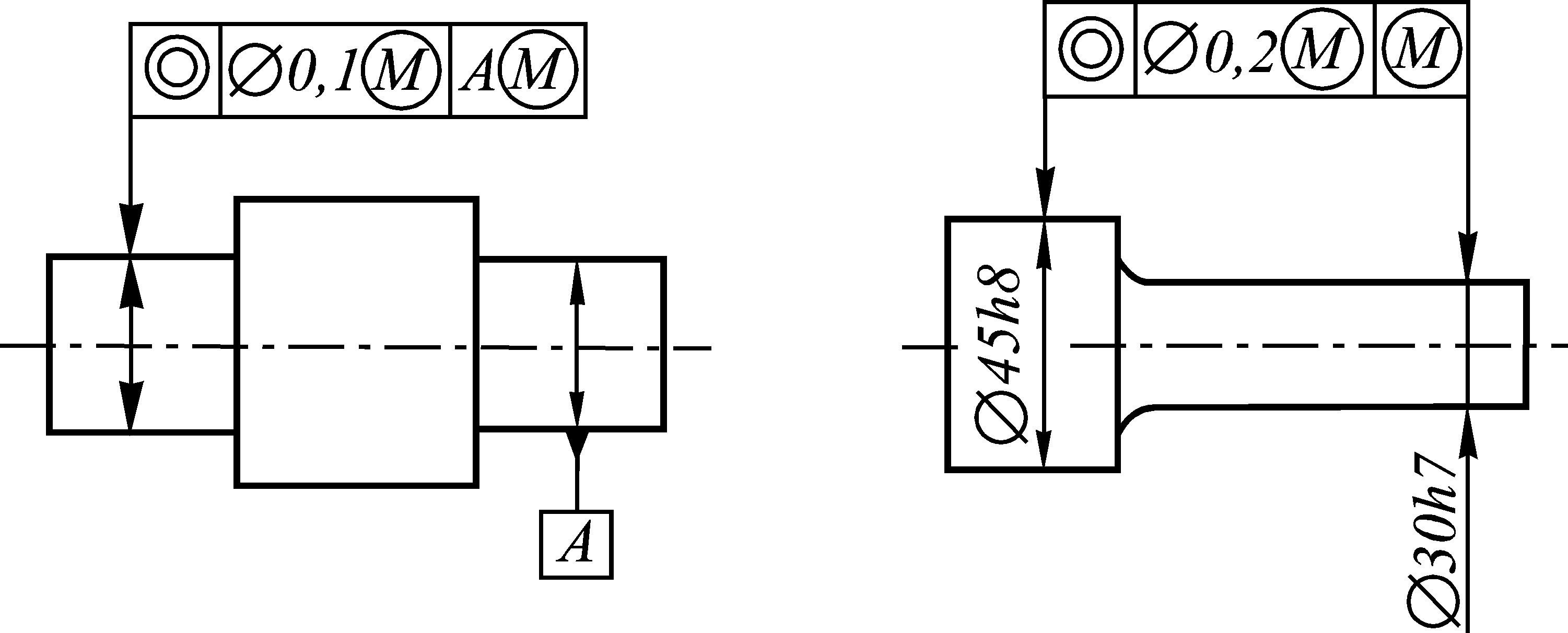
г д
Рисунок 5. 21 - Обозначение на чертежах зависимых допусков формы
и расположения поверхностей
- после буквенного обозначения базы (рис. 5.21, б) и без буквенного обозначения базы (рис. 5.21, в, в третьем поле рамки), если зависимый допуск связан с действительными размерами базового элемента;
- после числового значения допуска и буквенного обозначения базы (рис. 5.21, г) или без буквенного обозначения базы (рис. 5.21, д), если зависимый допуск связан с действительными размерами рассматриваемого и базового элемента.
Отклонения формы и расположения поверхностей назначаются лишь тогда, когда по условиям эксплуатации или изготовления детали величина отклонения формы и расположения должна быть меньше допуска на размер. Если отклонения формы и расположения не оговорены, то это значит, что они ограничиваются полем допуска на размер соответствующей поверхности.