

5.2 Отклонения и допуски формы поверхностей
Отклонение от плоскостности.
Рассмотрим некоторый элемент поверхности, с нормируемыми участками L1 и L2. Необходимо найти прилегающую плоскость, измерить расстояние от нее до реальной поверхности, и определить максимальную величину.
Отклонение от плоскостности обозначается следующим образом: Δ□
Определили величину максимального отклонения реального профиля от прилегающей плоскости Δ. Теперь надо решить вопрос о годности детали. Для этого мы должны сопоставить величину максимального отклонения с величиной допуска:
Δ□ ≤ Т□.
Допуски учитываются только, если они лежат внутри поля общего допуска на размер. Для того, чтобы изобразить поле допуска на плоскостность, мы должны отложить от прилегающей плоскости глубину материала детали, величину допуска и вторую плоскость, которая будет параллельна найденной нами ранее прилегающей плоскости. Верхняя граница поля допуска плоскостности соответствует прилегающей плоскости. Нижняя граница отстоит на величину допуска в глубь материала от верхней границы. Область пространства между этими двумя параллельными плоскостями и называется полем допуска плоскостности (рис. 5.2).

Рисунок 5.2 – Отклонение от плоскостности
Отклонение от прямолинейности.
Нормируется для профиля детали. Аналогично отклонению от плоскостности (рис. 5.3).
Δ− ≤ Т−.

Рисунок 5.3 – Отклонение от прямолинейности
Примеры обозначения на чертежах допусков отклонения плоскостности и прямолинейности указаны на рисунке 5.4.
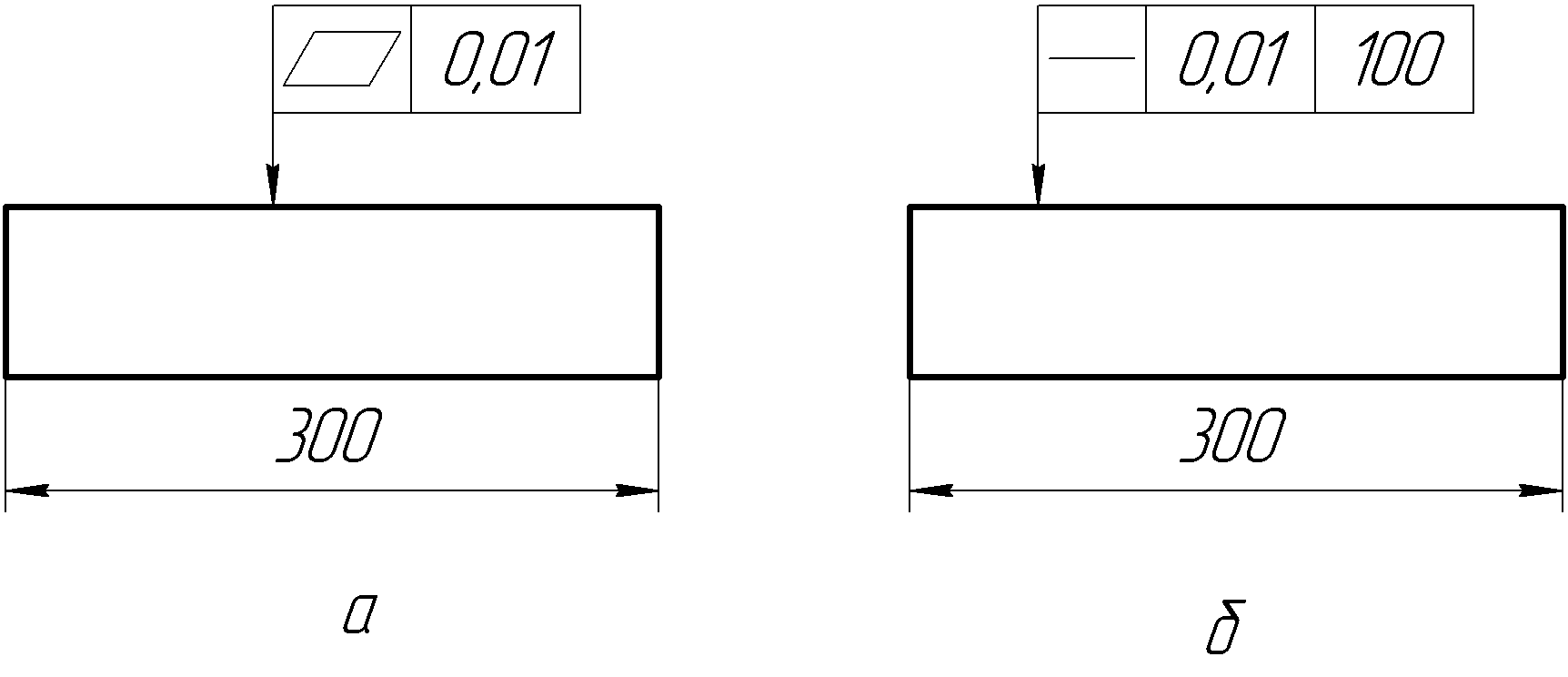
Рисунок 5.4 – Обозначение на чертежах допусков отклонений:
а – от плоскостности, б – от прямолинейности
Дан некоторый участок поверхности длинной 300 мм. Мы должны прочитать это следующим образом: отклонение от плоскостности плоскости, к которой направлена стрелка, составляет 0,01 мм на всей поверхности в 300мм.
В случае если нормируется участок поверхности, длина нормирования указывается в обозначениях. Отклонение от прямолинейности на участке (любом) в 100мм не должно превышать допуск на прямолинейность 0,01мм.
Частными случаями отклонения от плоскостности (прямолинейности) является выпуклость-вогнутость. Если расстояние от реального профиля до прилегающей плоскости (прямой) изменяется монотонно от максимального до нуля и затем опять до максимального, то речь идет о выпуклости, если максимум в центре, то - вогнутость (рис. 5.5).

Рисунок 5.5 – Частные случаи отклонения от плоскостности:
а – выпуклость, б - вогнутость
Отклонение цилиндрических поверхностей.
Подразделяются на отклонение от цилиндричности, круглости и формы профиля продольного сечения.
Отклонение от цилиндричности.
Нормируется относительно прилегающего цилиндра. Для вала – описанного (рис. 5.6), для отверстия - вписанного.
Верхняя граница поля допуска цилиндричности определяется прилегающим цилиндром (для вала) (для отверстия это будет нижняя граница). Нижняя граница поля допуска соответствует цилиндру, отстоящему от первого на величину допуска. Величина этого допуска приводится в радиальном изображении. Если отклонение меньше допуска, то деталь годная.
Δ/О/ ≤ Т/О/.
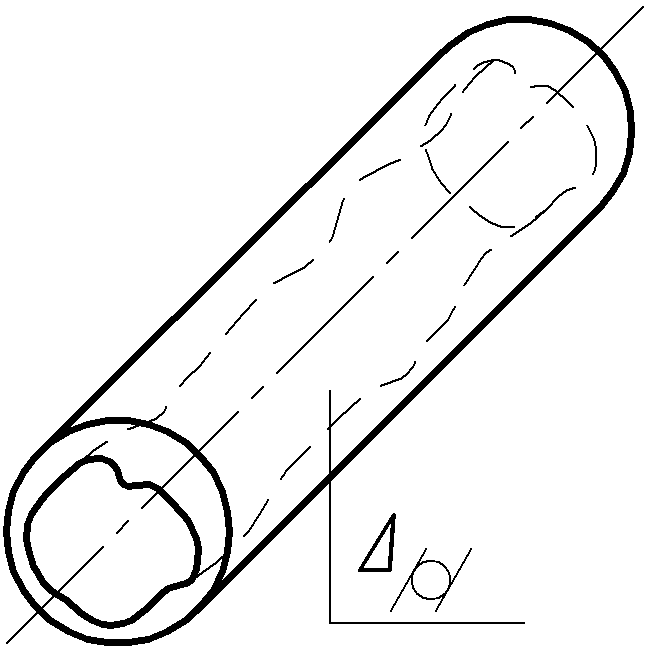
Рисунок 5.6 – Отклонение от цилиндричности для вала
Отклонение от круглости.
Показателем отклонения в поперечном сечении является отклонение от круглости, определяемое как наибольшее расстояние от точек реального профиля до прилегающей окружности (рис. 5.7).
ΔО ≤ ТО.

Рисунок 5.7 – Отклонение от круглости
Частными случаями отклонения от круглости являются овальность и огранка (рис. 5.8).

Рисунок 5.8 – Частные случаи отклонения от круглости:
а – овальность, б - огранка
Отклонение формы профиля продольного сечения.
Это наибольшее расстояние от точек профиля (реального) в осевом сечении до соответствующей стороны прилегающего профиля в пределах нормируемого участка L (рис. 5.9).
Δ= ≤ Т=.

Рисунок 5.9 – Отклонение профиля продольного сечения
Частными случаями данного отклонения являются конусообразность, седлообразность и бочкообразность (рис. 5.10).
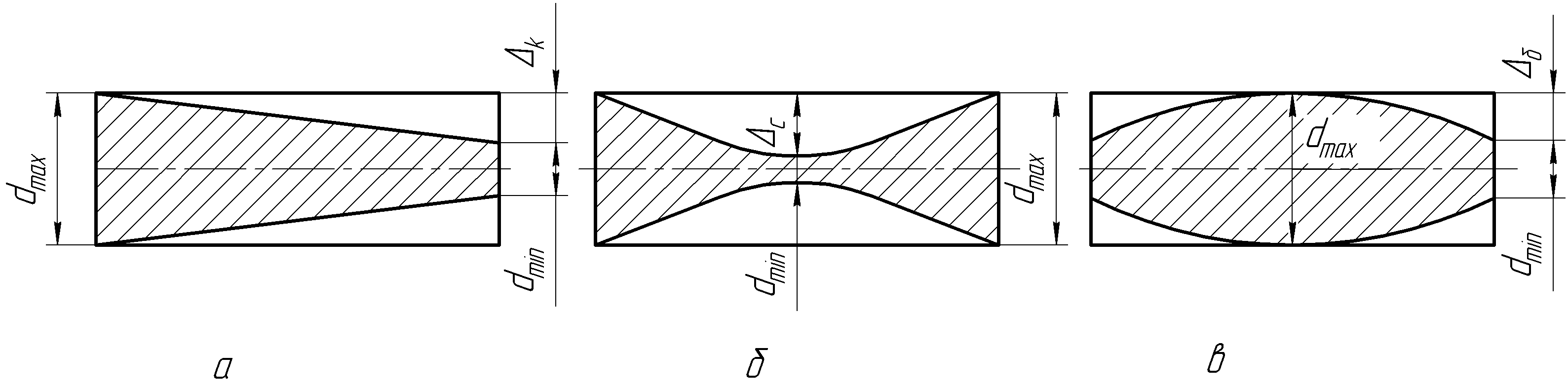
Рисунок 5.10 – Частные случаи отклонения формы профиля продольного сечения:
а – конусообразность, б – седлообразность, в - бочкообразность
Примеры обозначения на чертежах допусков отклонений от круглости и отклонения формы продольного сечения профиля указаны на рисунке 5.11.

Рисунок 5.11 – Обозначение на чертежах допусков отклонений от круглости и отклонения продольного сечения профиля
Все рассмотренные показатели
устанавливаются ГОСТом 24643-81, причем
для каждого вида погрешности установлено
16 степеней точности (1 - самая точная, 16
- самая грубая). В зависимости от
соотношения между допусками формы (![]() )
и размера (
)
и размера (![]() )
установлено 3 уровня относительной
геометрической точности:
)
установлено 3 уровня относительной
геометрической точности:
А – нормальная.
Для плоских тел:![]() .
.
Для круглых тел:
В – повышенная точность.
Для плоских тел:

Для круглых тел:

С – высокая точность.
Для плоских тел:

Для круглых тел:
