

Тема: Концентрація і розподіл напружень в зварних з’єднаннях
1. Напружений стан біля концентраторів напружень (див. Матеріал практичної 1)
2. Причини виникнення концентрації напружень в зварних конструкціях
Концентрації напружень в зварних конструкціях виникають по наступних причинах:
- технологічні дефекти шва (газові та шлакові включення, тріщини і непровари) біля цих дефектів при навантаженні силові лінії викривляються, внаслідок чого виникає концентрація напружень. Коефіцієнти концентрації напружень біля вказаних дефектів значні, але при їх невеликій к-сті та розмірах міцність зварних з’єднань залишається задовільною
В однорідних стикових швах концентрація напружень може бути зведена до мінімуму.
- нераціональні контури швів (на основі даних теорій пружності встановлено, що контур швів чинить значний вплив на розподіл в них внутрішніх сил).
- нераціональні конструкції з’єднань.
Напружений стан при однопрохідному зварюванні
1. Розподіл напружень в стикових швах
В стикових з’єднаннях з обробленими гладкими поверхнями швів, що немають внутрішніх дефектів (непроварів, тріщин, пор, шлакових включень) напруження від повздовжньої сили розподіляються по поперечному перерізі елементів, що з’єднуються рівномірно і визначаються за формулою.

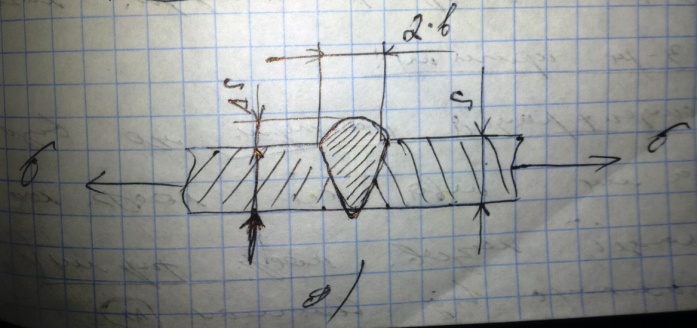
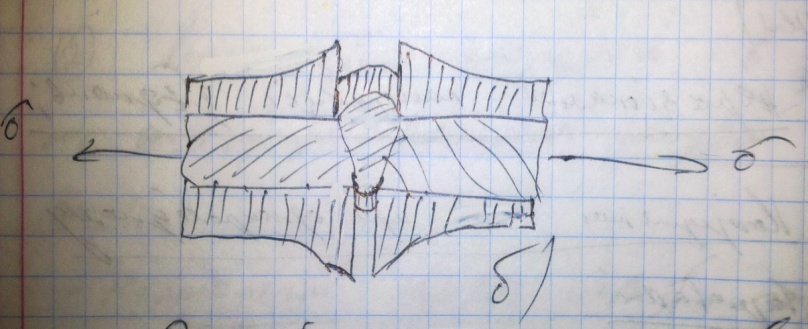
Рис – Розподіл напружень в стиковому шві
Коли повер. шва має форму показану на рис. (а), розподіл напружень по перерізі стає нерівномірно, зона шва, що з’єднується з основним металом сприймає концентрацію напружень.
Середнє значення напружень на осі шва менше напружень основного металу . Теоретично встановлюють, що концентрація напружень може мати 3 причини:
Концентрація напружень, що цей коефіцієнт концентрації називається коефіцієнт форми
 ,він
залежить від величини m,
що визначається за формулою
,він
залежить від величини m,
що визначається за формулою
 .
.

Де S- товщина з’єднуваних елементів;
 S
–
товщина
в зоні шва;
S
–
товщина
в зоні шва;
b-
напів ширина підсилення, якщо m<3,
то
коефіцієнт форми шва визначається за
формулою

де p- радіус заокруглення в зоні шва з основним металом (заміряється);
 -
функція від m.
-
функція від m.
Якщо m>3, тоді

Де
 де b-
концентрації напружень внаслідок
зміщення кромок дет.
де b-
концентрації напружень внаслідок
зміщення кромок дет.
а) зміщення кромок з’єднувальних деталей;
б) згин стикового шва.
Коефіцієнт зміщення визначається за розрахунковою формулою.


Де - зміщення кромок; S- товщина зварювальних елементів.
в)Концентрація напружень в результаті місцевого згину спричиненою залишковою деформацією при зварюванні і визначається величинами c і j (рисунок б).
Коефіцієнти
концентрації характеризують розподіл
напружень лише при роботі з’єднання
в межах окремих деформацій. Коли
результуюча деформація
 перевищує
перевищує
 ,
зростання напружень в з’єднанні
припиняється і відбувається його
вирівнювання.
,
зростання напружень в з’єднанні
припиняється і відбувається його
вирівнювання.
Концентрація деформацій продовжується збільшуватись до моменту руйнування.
Стикові шви (дугового, контактного, електронно-променевого) є оптимальними з погляду концентрації напружень. При якісному технологічному процесі, відсутності пор, не проварів, включень, зсуву кромок при доведені до мінімуму залишкових місцевих зварювальних деформацій і при раціональному контурі швів в їх нових сполученнях з основним металом результуючий коефіцієнт концентрації напружень може бути зведений до значень близьких до одиниці, в інших типах з’єднань такий результат отримати необхідно.