

Цилиндр впрыска
Плунжер впрыска
Сопло
Решетка
Шарик
Экструдер
Возможность деструкции материала в зазоре между плунжером и цилиндром и попадание его в расплав, либо гарантированное извлечение деструктивного материала в зазор привело к тому, что около 80 % машин работают по системе пластикации в одну линию.
Лекция 13
Червячная пластикация в одну линию
Преимущества:
Равномерный разогрев и хорошая гомогенизация ( имеет место подпор порядка 15 МПа – это давление препятствующие перемещению червяка при наборе дозы расплава)
Строгая регулировка давления расплава
Отсутствие потери давления на холодный материала
Сокращение времени пластикации, сокращение времени цикла
Недостатки:
Изменение эффективной длинны червяка
Вовремя выстоя червяка ( периодичность времени) ухудшается термический КПД механизма пластикации
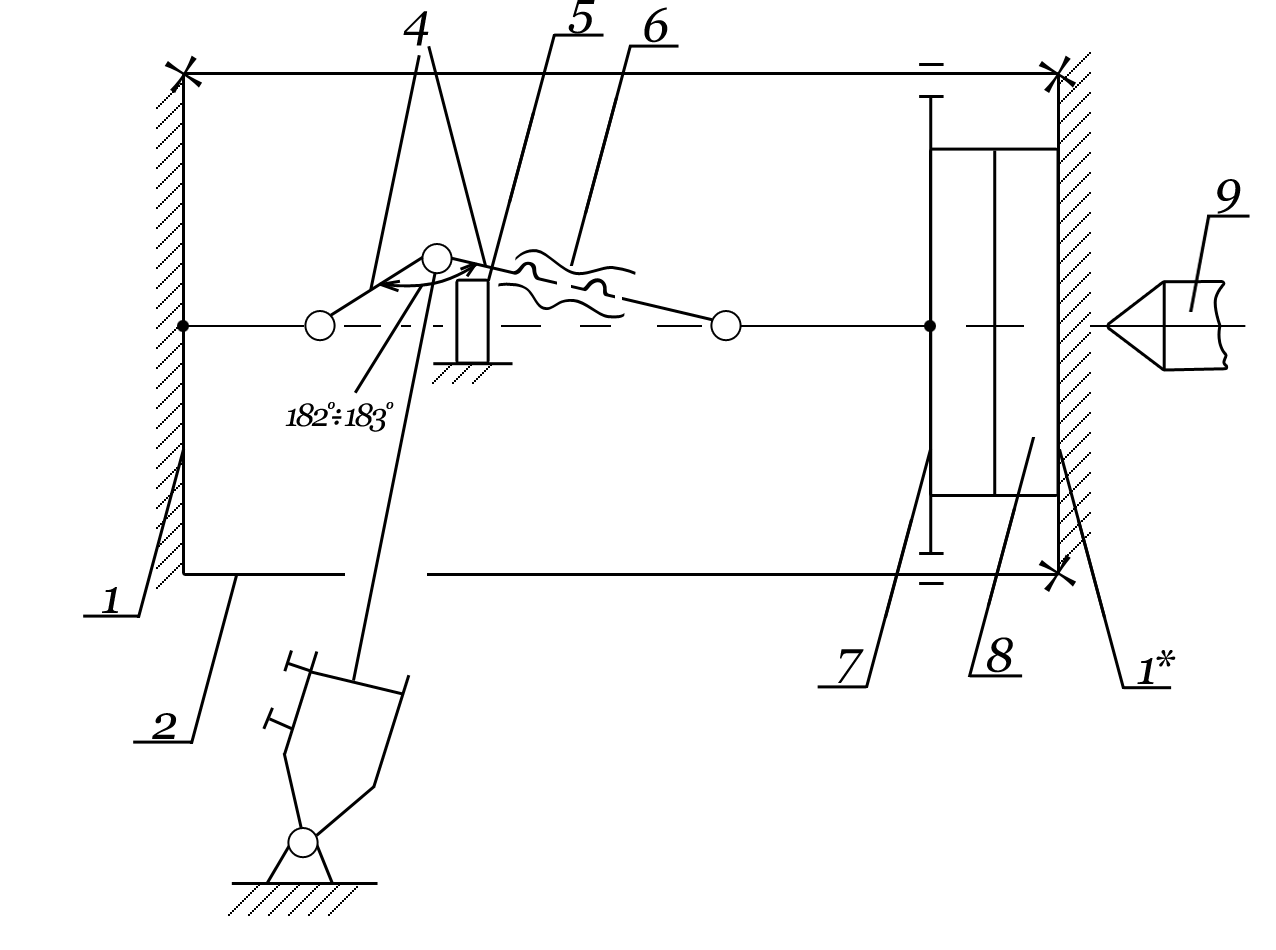
Механизм пластикации в одну линию с плавающим клапаном

Открытое сопло
Корпус
Обребренный наконечник
Плавающий клапан
Червяк
Механизм смыкания
Перерабатываемый материал
Площадь литья
Удельное давление
V, [см^3] |
8 |
16 |
32 |
63 |
125 |
250 |
500 |
1000 |
F, [см^2] |
35 |
60 |
190 |
200 |
350 |
600 |
1000 |
1800 |
Pсм, [тонн] |
10 |
18 |
32 |
56 |
100 |
180 |
320 |
630 |
V - Объем впрыска
F - Площадь литья
Pсм - Усилие смыкания
![]()
![]()
![]()
L- максимальная длинна изделия
П – периметр изделия
Т – температура переработки в *С
Механизмы смыкания кинематического действия
,1* неподвижные плиты
Колонны ( направляющие)
Качающийся подшипник
Рычажная система
Стопор
Механизм регулировки зазора с левой и правой резьбой
Подвижная плита
Литьевая форма
Механизм пластикации впрыска
Усилие смыкания создается в этих кинематических схемах за счет упругой деформации рычажной системы.
Колонны - изготавливаются из Стали 5 с поверхностной закалкой.
Рассчитываются на изгиб.
Подшипники скольжения рассчитываются на поверхностное напряжение с учетом скорости перемещения.
Кулисы: рассчитываются на сжатие и потери устойчивости.
Преимущества:
Большое усилие запирания происходит при небольших затратах энергии
Высокое средняя скорость смыкания к моменту смыкания автоматически снижается, что приводит к без ударной работе механизма
Недостатки:
Сложность переналадки
Быстрый износ трущихся элементов
Лекция 14
Гидравлические машины
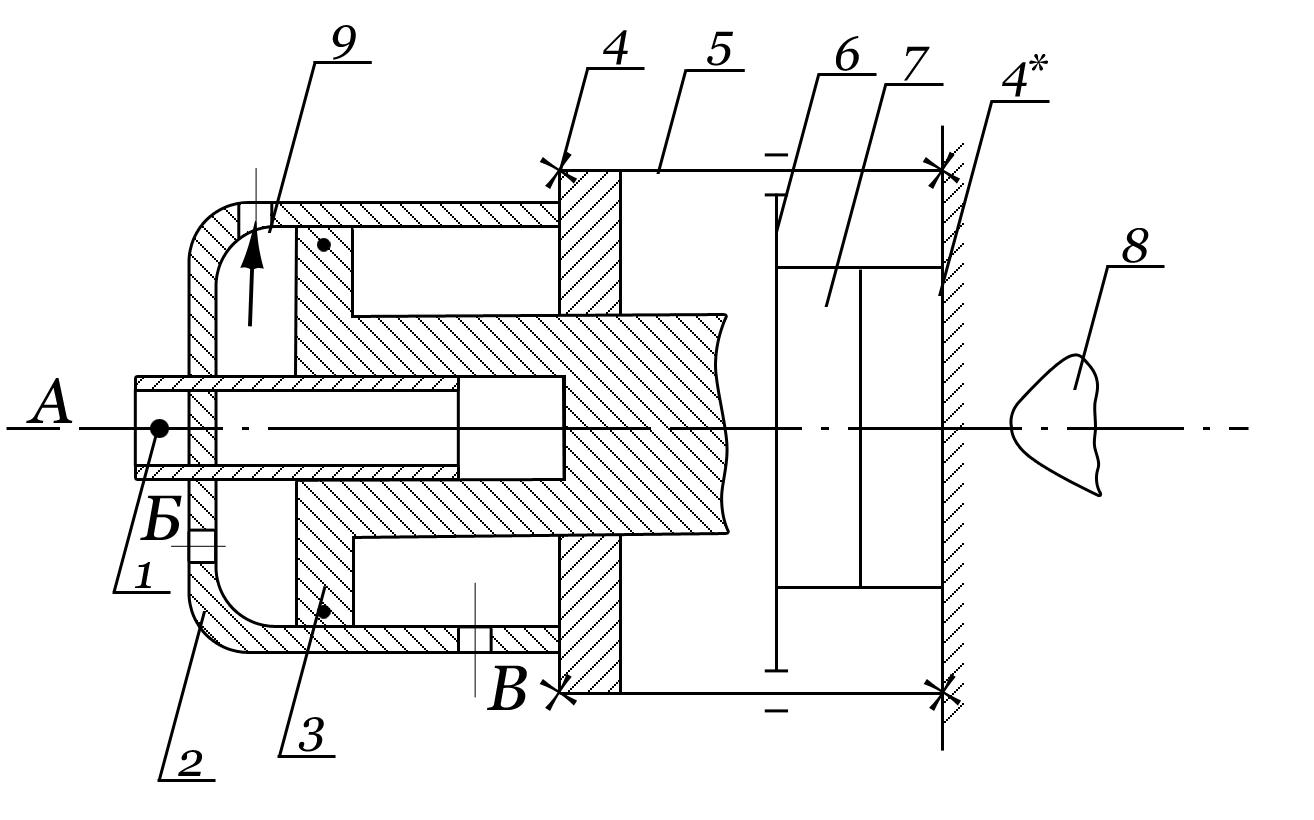
Гидроцилиндр ускоренного хода
Гидроцилиндр запирания
Плунжер запирания
, 4* Неподвижные плиты
Направляющая ( колонна)
Подвижная плита
Литьевая форма
Механизм пластикации впрыска
Обратный клапан
А – цилиндр ускоренного хода
Б – цилиндр запирания
В – возвратная полость
Преимущества:
Простота конструкции
Усилие которое создается, постоянно и регулированное
Отсутствие в необходимости переналадки
Недостатки:
Необходимы большие затраты энергии
Возможность утечек
Меньшая жесткость конструкции
Сопла
Классификация:
По форме наконечника
Плоские
Торцевые
Сферические ( радиус вогнутости должен быть на 5-10 мм больше радиуса выпуклости сопла )
Открытые
С принудительным открыванием
Самооткрывающиеся или струйные ( применяются для вязкотекучих материалов)
Сопла с принудительным открыванием

Клапан
Корпус сопла
Недостатки:
Нельзя произвести впрыск расплава минуя литьевую форму. (!)
Струйные (самооткрывающиеся сопла)

Корпус сопла
Клапан (игольчатый)
Кольцо
Штифт
Возвратная пружина
Нагревательный цилиндр
Недостатки:
Осадка возвратной пружины под действием температуры.
Переработка реактопластов
Состав реактопластов:
Связующие – 50~60 м/ч [м/ч = массовая часть]
Отвердитель – 10~15 м/ч
Наполнитель – 40~50 м/ч
Пластификатор – 5~10 м/ч
Красители – не более 2 м/ч
Такая композиция позволяет сохранить при температурах 50~60*С минимальную вязкость в течении 100 секунд.
Литьевые машины перерабатывающие реактопласты имеют 2 зоны нагрева, жидкостную и электрическую.
Точность температурной регулировки должна быть +- 1-2*С.
Внутренняя поверхность нагрева цилиндра должна быть геометрически подобна поверхности червяка.
Размер сопла 3~8 мм.
1 Фиксирующий элемент