

Крышка охлаждающего кольца
Механизм регулировки рабочего зазора 7
Корпус
Подводящий канал
Коллектор
Добавочное сопротивление
Рабочий зазор
Уплотнение
Скорость, с которой выходит воздух 6-11 м/с
Тянущие устройства
Намотка:
переферийная
центральные намотчики
Переферийные – зависят от свойств материала
В центральных намотчиках крутящий момент изменяется по определенной программе. Но несмотря на это,в переферийных намотчиках пленка наматывается «рыхло», а с центральным намотчиком пленка наматываеться «туго».
Лекция 11
Классификация литьевых машин
По объему впрыска
По способу пластикация материала
Машина с нагревательным цилиндром
С предварительной пластикацией ( многоступенчатые пластикаторы, пластикаторы в одну линию)
По приводу
С кинематическим приводом
С гидравлическим
С комбинированным
Количество тепла подводимое к материалу:
![]()
- Толщина стенки
F - Поверхность нагрева
- Постоянный коэффициент

Стопор
Выталкиватель
Охлаждения ( термостатирование) формы
Изделие
Литник
Возвратная пружина
Электронагреватель
Нагревательный цилиндр
Торпеда
Материальный цилиндр
Зона загрузки
Охлаждение зоны загрузки
Плунжер впрыска
T0- температура среды
Тр – температура расплава
Тохл(ф) – температура охлаждения ( формоустойчивости, термический КПД)
1) Пастикация впрыска:
Назначение - спластицировать материал, впрыснуть в форму и выдержать материал под высоким давление.
2) Механизм смыкания:
Назначение -удержать в сомкнутом состоянии полуформы в момент впрыска и выдержки под давлением.
3) Станина
4)Управление и контроль
Литье под давление состоит из нескольких циклов
Сомкнуть полуформу
Впрыск материала
Выдержка под давлением
Выдержка без давления
Размыкание полуформы
Выталкивание изделия
![]()
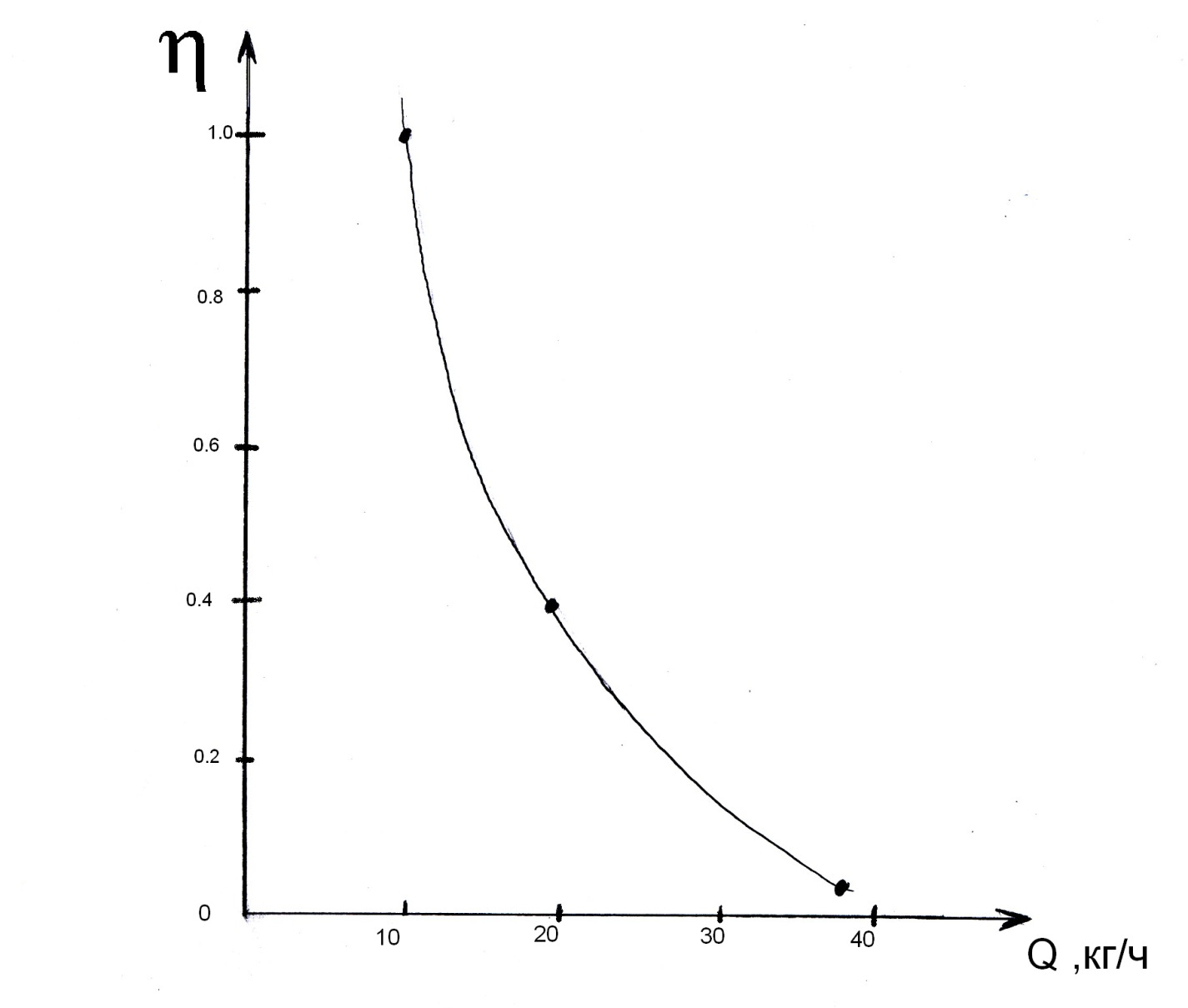
Удовлетворительная работа машины считается тогда, когда термический КПД меньше 0,8. (!)
Участок 0-1 «нулевой»
Участок 1-2 соответствует заполнению формы
Участок 2-3 нарастание давление в форме
Участок 3-4 выдержка под давлением
Участок 4-5 падение давления в прессе, охлаждение материала
![]()
V- объем материала
Рoct – давление молекул
b –объем молекул
V [см^3/ц] |
8 |
16 |
32 |
63 |
125 |
250 |
500 |
1000 |
|
1,2 |
1,8 |
2,5 |
3,6 |
5 |
7 |
10 |
14 |
Tс – температура стенки формы
Тр – температура расплава
Т*d – температура кристаллизации ( стеклования)
![]() - коэффициент
температуропроводности
- коэффициент
температуропроводности
Вместо вставим размер литника (70-80%) .
Пластикационная производительность литьевой машины с нагревательным цилиндром
Определяющие факторы
Размер цилиндра
Конструкция цилиндра
Количество подводимого тепла к материалу:
Определяется четырьмя факторами:
коэффициент температуропроводности
время пребывания материала
толщина нагревательного слоя
перепад температуры
С- теплоемкость
Введем понятие модуля теплового потока:
![]()

 - объем
отливки
- объем
отливки
![]()
Примем

Лекция 12 ( продолжений Лекции 11)
Потери давления:
![]()


fг - Трение гранул о поверхность
L - Длинна зоны гранул
H - Ход плунжера впрыска
d0 - Диаметр плунжера впрыска
Рп - Давление поршня
h- Высота пробки

![]()

![]()
![]() - Плотность пробки
- Плотность пробки
![]()
- Удельный вес материала
![]() - коэффициент
заполнения будет определяться углом
естественного откоса ( ~ 30*)
- коэффициент
заполнения будет определяться углом
естественного откоса ( ~ 30*)
![]()
![]()
Усилие впрыска:

![]() -
потери на трение в штоке
-
потери на трение в штоке
![]() -
потери на трение в кольцах
-
потери на трение в кольцах
Ро – удельное давление литья
Рж – давление рабочей жидкости
h1 – высота уплотнения
dш – диаметр штока
f – коэффициент трения материала
h2 – высота поршневых колец
fk – коэффициент трения одного материала по другому
Рупр упругая составляющая
- вес подвижных колец
Примечание:
Применяются либо чугунные, либо бронзовые кольца, т.к. эти материалы упругие и работают на сжатие.
Давление жидкости для машин с объемом впрыска (!)
до 125 грамм – 50 атм. ( 5Мпа)
125-100 грамм – 200 атм. ( 20МПа)
свыше 1000 грамм – 320 атм. (32 МПа)

dн.ц – диаметр нагруженного цилиндра
![]() - коэффициент
зависящий из чего изготовлен материал
- коэффициент
зависящий из чего изготовлен материал
![]() - прочность материала
на растяжение
- прочность материала
на растяжение
Lc – сферическая часть донышка
Z=H+h1+h2+Lc
Расход насоса
Насос выбирают по производительности, или по давлению. (!)
Предварительная пластикация
Преимущества:
Точное дозирование расплава по объему
Снижение потери давления при впрыске
Повышение однородности расплава
Уменьшение времени впрыска за счет хода и уменьшения времени пластикации.
Недостатки:
В процессе пластикации впрыска участвует большое количество элементов конструкции механизмов пластикации
Предварительная пластикация бывает:
Многоступенчатая, червячная – поршневая пластикация
Пластикация в одну линию
Многоступенчатая, червячная – поршневая пластикация
