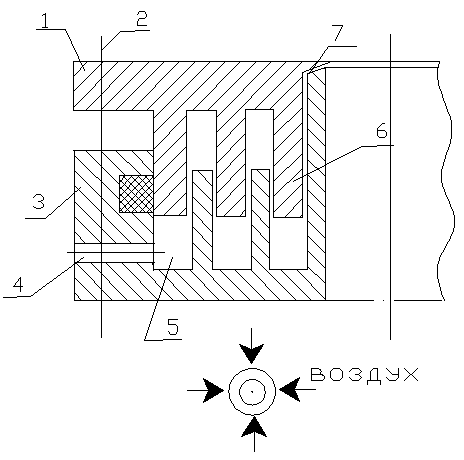
Корпус экструдера
( центральный червяк) Формующий инструмент
Периферийный червяк, имеющий разнонаправленную наружную и внутреннюю нарезки
Центральный червяк
Загрузочное и перепускное отверстие
Преимущества:
Увеличение площадей
Более высокий термический КПД
Смесительные экструдеры
Экструдеры которые имеют в дозирующей зоне элементы интенсифицирующие сдвиговые деформации
Классификация:
Экструдеры с обребрением
Экструдеры с эксцентричной нарезкой
Экструдеры со смесительными шайбами
Экструдеры типа Ко-Кнетер
С эксцентричной нарезкой
Экструдеры типа Ко-Кнетер

Данный тип экструдера наряду с вращательным движением совершает строго рассчитанные возвратно-поступательное движения длинной менее полушага, успевая проходить мимо прорези червяка установленные на корпусе экструдера. Червяк трех заходный, количество зубьев в ряду 3, на червяке 3 прорези, количество рядов зубьев зубьев соответствует числу прорезанных витков. В загрузочной зоне прорези отсутствует для улучшения питания экструдера. При этом для чистки экструдера предусмотрен разъемный корпус.
Экструдеры с дегазацией расплава
Основаны на том, что сжатый полимерный материал при сбросе давления не изменяет своих размеров, в то время как сжатые газы, расширяясь с помощью вакуумирования, могут быть удалены. При этом нормальная работы зоны дегазации связанная с не заполнением происходит при увеличении межвиткового объема по сравнению с зоной дозирования в 3-5 раз, или увеличение глубины канала червяка в 1,6-1,7 раз больше.
Классификация :
Двухстадийный червяк
Система Эгона ( система с противотоком)
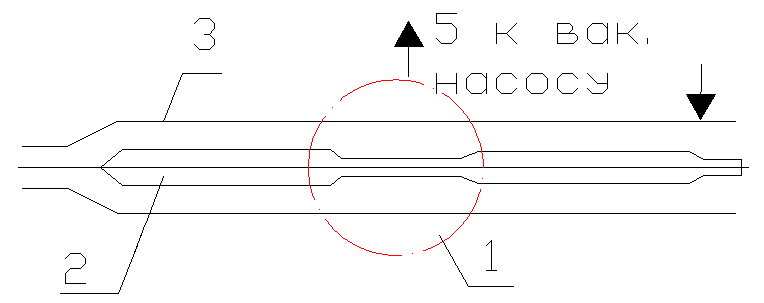
Зона дегазации
Двух стадийный червяк
Корпус
Зона загрузки
Дегазация
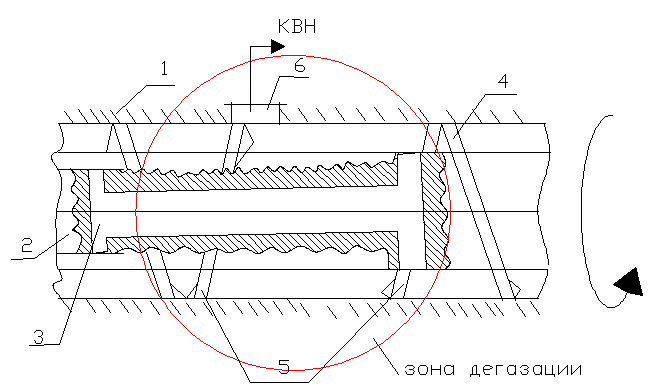
Корпус экструдера
Червяк
Перепускной канал
Прямая нарезка
Обратная нарезка
Отверстие для отсоса
Моделирование экструдера
Масштабным фактором является отношение диаметров червяков проектируемого и моделируемого. Коэффициентом пропорциональности в степенном законе является то параметр моделируемого червяка который мы хотим определить.

![]()
![]() глубина канала
глубина канала
![]() давление
давление
![]() мощность
мощность

Лекция 10
Экструзионые головки
Классификация экструзионных головок:
По направлению потока расплава
Прямоточные
Угловые
Косые
По сопротивлению формующего инструмента
Низкого давления до 4 МПа
Среднего давления от 4-10 МПа
Головки высокого давления свыше 10 МПа
По назначению
Пробные
Пленочные
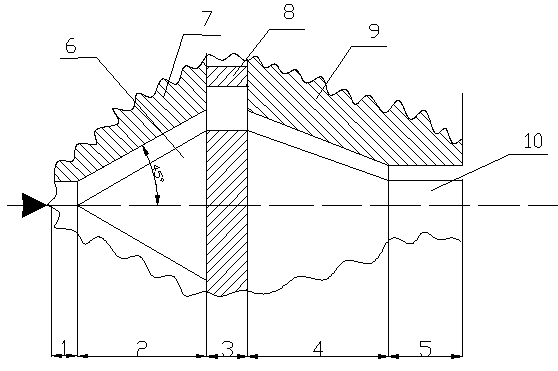
1.Участок для входа полимера
6. Торпеда
7. Корпус головки
4. зона сжатия доном и мундштуком
8. решетка дорнодержателя
После зоны сжатия устанавливается зона вращения с левой и правой резьбой ( резьба многозаходная)
![]() -
производительность
-
производительность
 - формула Ланти
- формула Ланти
В- максимальная ширина канала
H- максимальная высота канала
L- максимальная длинна канала
f- коэффициент учитывающий форму канала

F- поверхность канала
П- периметр
L- длинна канала
Калибрующие насадки
Калибрование может происходить как при атмосферном давлении, так и при избыточным давление.
 - длинна калибрующей
насадки
- длинна калибрующей
насадки
С- теплоемкость материала
D-наружный диаметр
d- толщина заготовки
V- линейная скорость выхода заготовки
![]() - плотность при
температуре переработки
- плотность при
температуре переработки
- теплопроводность
Охлаждающие устройства
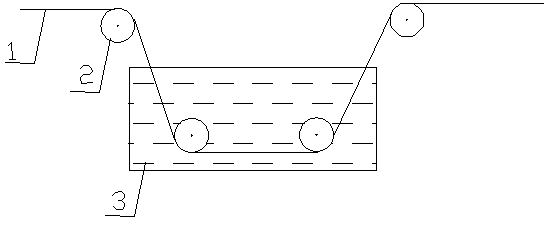
Лист
Направляющий ролик
Ванна с водой
Охлаждающие кольца