

зона отверстия
Экструдер
карман
подрез
для вязких материалов (резины, эластомеры)
для гранул
для порошков
Нагреватели
Можно нагревать водой, паром, применяя омический и индуктивные нагреватели.
Наиболее распространены электрические нагреватели.
Системы охлаждения
Вода, водяной душ по замкнутому циклу, воздушное охлаждение.
Для определения нагревателей нужно составить тепловой баланс.
Крепеж
До температуры t=450*С применяются следующие материалы:
Сталь 25, Сталь 30, Сталь 40.
Для уменьшения заедания болта и гайки рекомендуется изготовлять болт и гайку из разных, но равно прочных материалов, применять в процесс работы графитовую смазку.
Бункера и питатели
Если назначение загрузочных отверстий способствовать полному заполнению червяка, то назначение питателей осуществить непрерывную подачу материала в бункера.
Объем бункера должен быть таким ( с питателем или без него), что бы обеспечивать непрерывную работу экструдера от 0,5 до 2 часов.
Питатели для порошкообразных материалов (шнековые, тарельчатые, ленточные питатели)
Для переработки гранулированных материалов (вибрационные, встряхивающие питатели с ворошителями)
Для переработки вязких материалов ( волковые, поршневые)
Схема конструкции тарельчатого ( дискового)
Питателя

Вал
Вал, которому приданы ворошители 3
Ворошители
Подвижный стакан
Корпус экструдера
Загрузочное отверстие
Механизм регулировки рабочего зазора h
 ,
Где
,
Где
n- скорость вращения
![]() -
угол естественного откоса материала
-
угол естественного откоса материала
 , Где
, Где
g- скорость свободного падение
f-коэффициент трения материала о поверхность диска
R- радиус трения
Вибрационный питатель

Бункер
Стойка
Механизм регулировки рабочего зазора
Корпус экструдера
Загрузочное отверстие
Возвратные пружины
Катушка с сердечником
Якорь
Латок ( В-ширина лотка)
Работа вибрационных питателей основана на инерционных силах.
![]()
n- частота тока
S- ход
![]() -
коэффициент размыкание
-
коэффициент размыкание
Данные питатели имеют существенный недостаток, они могут работать только с такими материалами имеющими одинаковый гранулометрический состав ( в большинстве случаев данные питатели применяются при работе с порошкообразным материалами).
Привод экструзионных машин
Назначение: обеспечивать необходимую мощность, определенный крутящий момент и регулирование скорости в большом диапазоне.
Привод:
Электрический
Гидромеханический
С помощью электродвигателя скорость можно менять, как дискретно, так и непрерывно.
Можно применять асинхронные двигатели с переменным магнитным полем.
Гидродвигатели позволяют не только регулировать, но и реверсировать скорость вращения червяков.
Лекция № 4
Гидродвигатели
Гидродвигатели состоят из:
гидромотора
гидронасоса
Оба элемента практически не отличаются друг от друга.
Ротационно-плунжерный механизм
Подвижная каретка
Ротор
Плунжер
Подводящие каналы
Соединительный трубопровод
Неподвижная каретка
Классификация ротационно-плунжерных механизмов:
Неразделимые
Разделимые ( насос и мотор разнесены)
Комбинированные (одному гидронасосу подключены несколько гидромоторов)
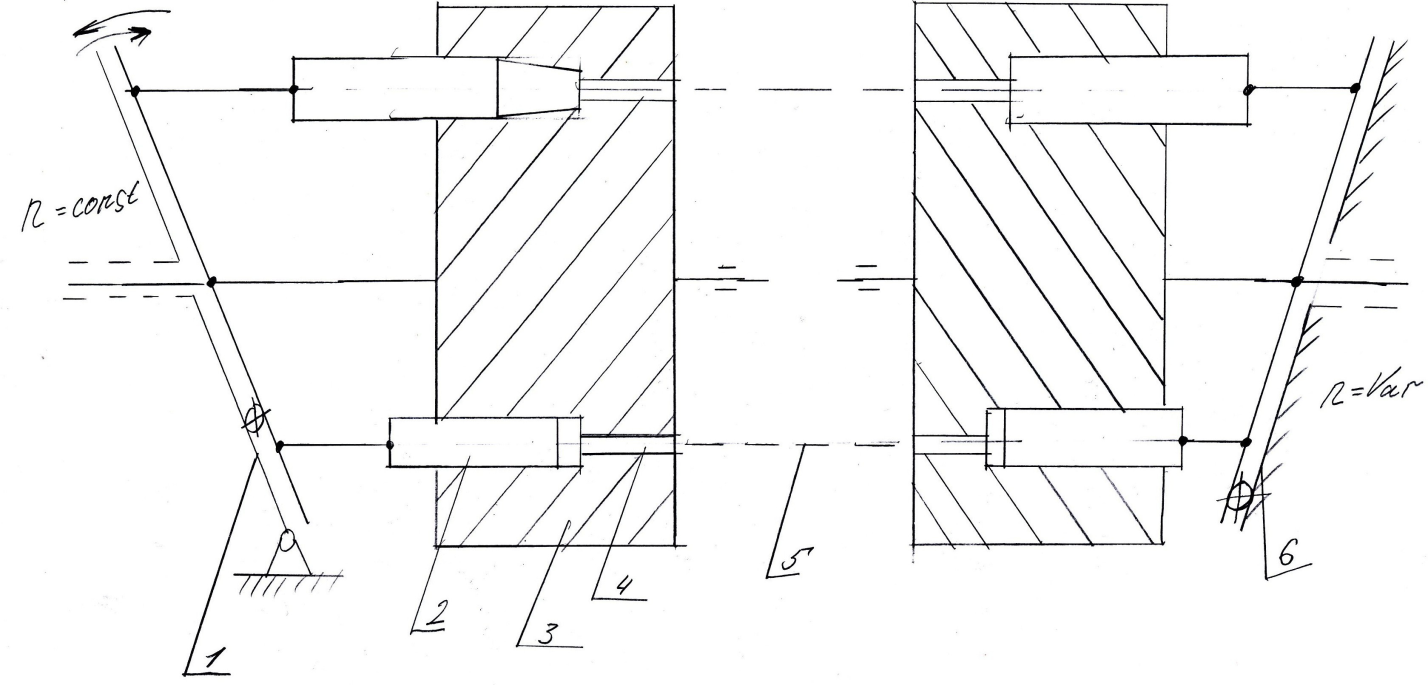
Вариатор цепной
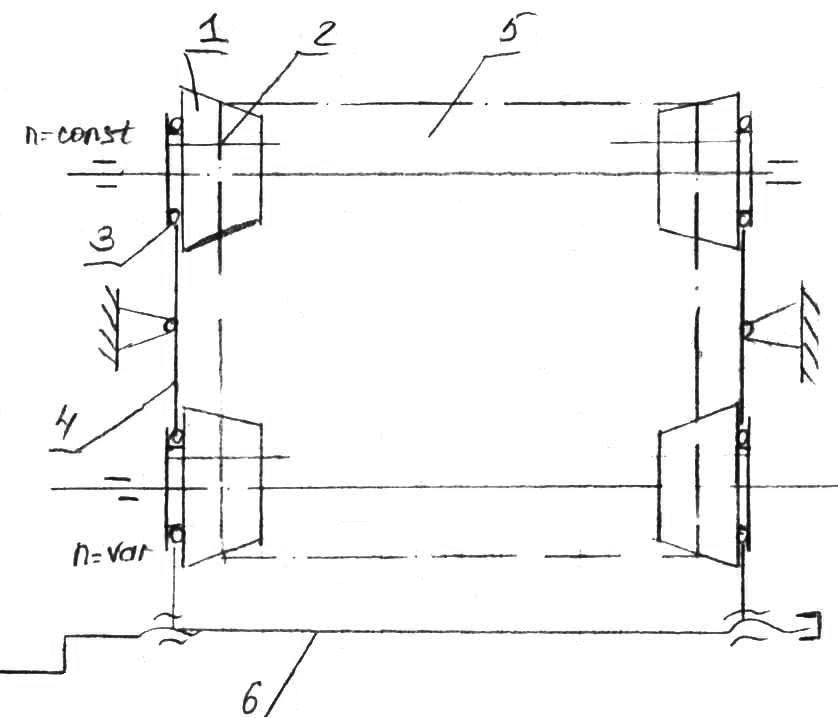 Мощность
передается частично за счет зацепления
и за счет фрикции.
Мощность
передается частично за счет зацепления
и за счет фрикции.
Конус (150) : на себе несет до 60 зубьев причем зуб одного расположен напротив впадины другого
Подвижные шпонки
Подшипники
«Коромысло»
Пластинчатая цепь
Механизм регулировки
Перемещение конусов с левой и правой резьбой.
Расчет мощность и производительности одночервячных экструдеров
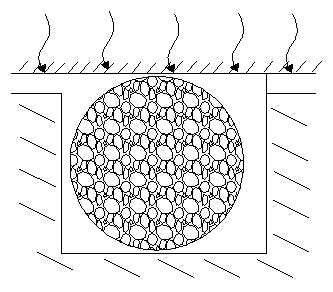
Зона загрузки:
под загрузочное отверстие
материал попал в цилиндр
![]()
V- шаг
а – число заходов
![]() -
коэффициент заполнения
-
коэффициент заполнения
= 1 -1,5
При попадании в цилиндр происходит изменение характера давления.
Попадая в цилиндр материал уплотняется, следовательно эластичная
пробка в которой сдвиговые деформации отсутствуют
Перемещение происходит за счет разности сил трения.
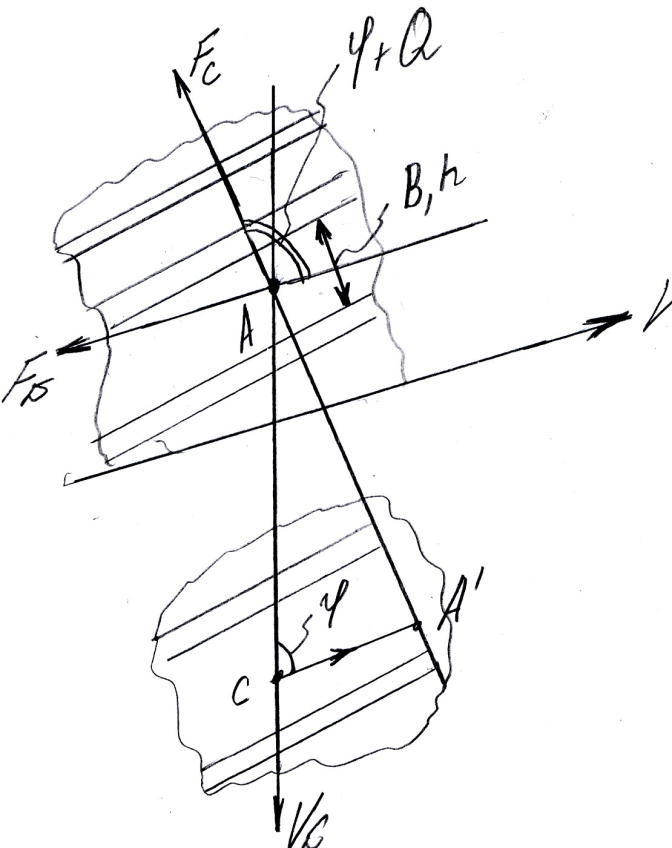
В – ширина канала
h- высота канала
Vk – скорость перемещения канала
V – скорость перемещения канала
![]() –
угол подъема
винтовой канавки
–
угол подъема
винтовой канавки
![]() – угол между
перемещением канала и материала по
каналу червяка
– угол между
перемещением канала и материала по
каналу червяка
Fc, Fk – сила трения на материал со стороны канала червяка и стенки цилиндра



![]()
R=1
![]()
R=0

Зона плавления :
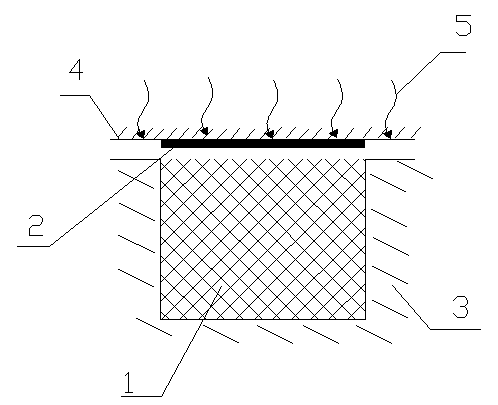
1.Элласстичная пробка
2. Пленка расплава полимера
3. Червяк
4. Цилиндр
5. Нагрев
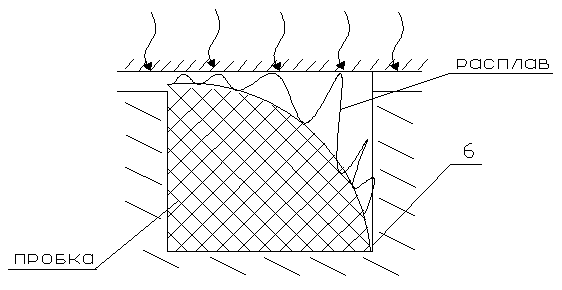
1.Элласстичная пробка
2. Пленка расплава полимера
3. Червяк
4. Цилиндр
5. Нагрев
6. Расплав
процесс циркуляции расплава
Нагрев идет за счет внешних нагревателей и интенсивных сдвиговых деформаций ( диссепотивный разогрев).
Лекция № 5
Расчет мощность и производительности одночервячных экструдеров ( продолжение лекции 4 )
Допущения:
Жидкость несжимаема
Жидкость ньютоновская
Процесс изотермический
Материал прилипает к стенке
Червяк неподвижен, вращается цилиндр
Схема двух заходного червяка.
Получаемые уравнения будут справедливы для червяков с любым числом заходов.

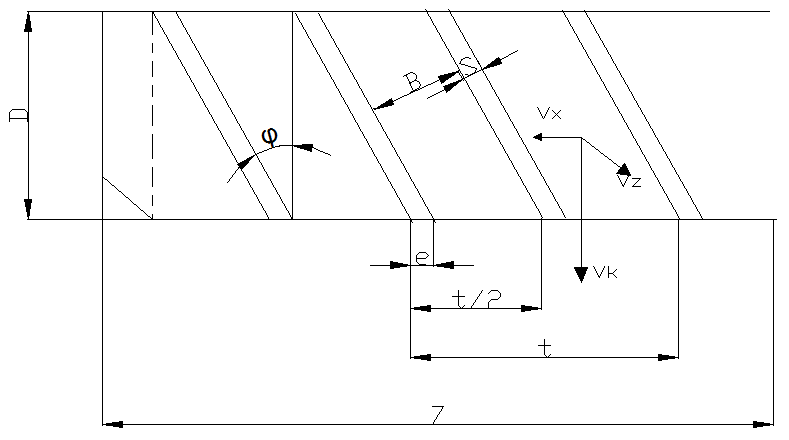
В- ширина канала
Х - ширина непроплавленого канала
h- высота канала
![]() – толщина
пленки проплавленнго материала
– толщина
пленки проплавленнго материала
![]() – длинна зоны
– длинна зоны
to, tр, tcp – температуры твердого материала, расплава, стенки цилиндра
– угол подъема канала
S- ширина витка
е – толщина витка
t - ход: шаг
а – заходность червяка

Vx, Vz – скорость течения канала
![]() – плотность
расплава при температуре переработке
– плотность
расплава при температуре переработке
Ср – теплоемкость расплава
– вязкость расплава
Со – теплоемкость твердого материала
![]() - скрытая теплота
плавления
- скрытая теплота
плавления
F - мера скорости плавления
Vx, Vz – скорость течения канала

![]()
![]() -
расход
-
расход
![]() -
мощность
-
мощность
 -
длинна зоны дозирования для цилиндрической
системы
-
длинна зоны дозирования для цилиндрической
системы
 - длинна зоны
дозирования для конической системы
- длинна зоны
дозирования для конической системы
Зона дозирования ( гомогенизации)
В зоне дозирования принято рассматривать три потока расплава.
Прямой поток, направлен по каналу червяка от загрузочного отверстия к формующему инструменту и определяется вращением червяка.
Обратный поток, вызывается торможением при прохождении расплавом формующего инструмента. Направлен по каналу червяка от формующего инструмента в сторону загрузки.
Поток утечек возникает в результате сопротивления, направлен от формующего инструмента в сторону загрузки, течет в зазоре между цилиндром и витком червяка.
Q= Qп - Qо - Qу


 – уравнение
изотропной несжимаемой жидкости
– уравнение
изотропной несжимаемой жидкости
 -уравнение
течение вязкой изотропной жидкости
между двумя параллельными бесконечными
плоскостями, одна из которых движется
(закон изотермичности)
-уравнение
течение вязкой изотропной жидкости
между двумя параллельными бесконечными
плоскостями, одна из которых движется
(закон изотермичности)

![]()
y=0 ; V=0
y=h ; V=Vz


Лекция 6

![]()

![]()

Мощность зоны дозирования
Мощность зоны дозирования имеет три стадии расхода
Мощность которая затрачивается на перемещение червяка
Затрачивание мощности на срез материала с витком червяка
Затраты на циркуляционный поток
Nq = N1 + N2 + N3
![]()
![]()

![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()


![]()
NЕ = Nдвигателя + Nнагрев + Nохлаждение

Лекция 7
Порядок расчета одночервячного экструдера
Исходные данные
а) геометрические параметры изделия
б) получение каналов экструзионной головки
в) материал из которого будет получено изделие
2. Производительность
Диаметр изделия:
![]() следовательно
следовательно
![]()
Следовательно выбираем по нормативному ряду в сторону увеличения.
3.Профилирование червяка
Шаг равен диаметру t=D
Толщина витка e=0.08-0.12 от диаметра
Зазор между витком и стенкой цилиндра =0.002-0.005 от диаметра
Глубина канала h=0.08-0.18 от диаметра ( величина расчетная)
Степень сжатия
При переработке термостабильных материалов скорость сдвига лежит в пределах 30-60 [1/с]
Мощность и крутящий момент
Определение опорно-упорной группы ( мощность, время, давление)
Прочностной расчет
Обогрев и охлаждение в составе уравнения теплового баланса
Адиабатический режим работы
Увеличение размеров червяков их скорости вращения, применение червяков с гиперболической характеристикой, изменение глубины нарезки червяка, привело к тому что экструдер сталь работать в режиме близкому к адиабатическому.
Адиабатический экструдер относиться к тому идеальному случаю когда теплопередача, через стенку цилиндра отсутствует, а вся тепловая энергия и энергия давления возникает в экструдере благодаря механической энергией червяка ( адиабатический разогрев)
![]()
![]()
![]()
В результате того что dP и dn приблизительно равны и на порядок меньше остальных ими можно принибречь.
![]()
![]()
![]() - исходная вязкость
- исходная вязкость

Таким образом в процессе адиабатической экструзии измениться температура расплава
По таком закону изменится вязкость в адиабатическом режиме


По такому закону измениться давление по длине червяка в адиабатическом режиме
![]()
Умножим и разделим
dп
, и выражение:

Тогда получим:
Продифиренцируем это выражение по q:
1-2q=0 q=1/2
Когда отношение действительной производительности к максимальной равно половине, то отношение перепада давления к перепаду температуры проходит через максимум.
ЛЕКЦИЯ 8
ДВУХЧЕРВЯЧНЫЕ ЭКСТРУДЕРЫ
Классификация:
По количеству червяков в экструдере
По характеру сопряжения с червяком
По относительному вращению ( при одностороннем вращении- геометрическое подобие; при разном вращении- зеркальное вращение червяков)

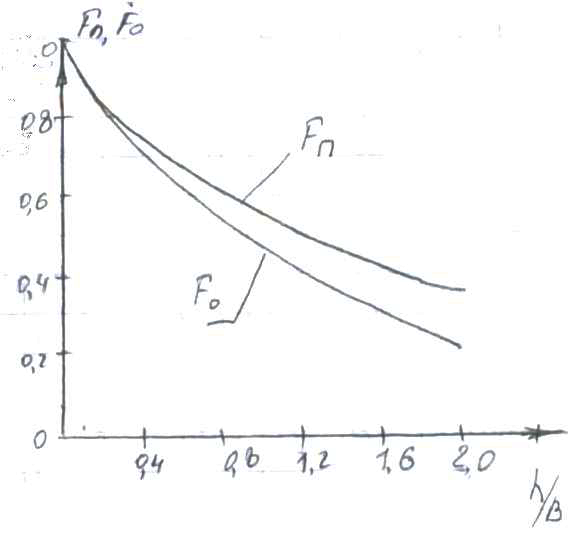
![]()
![]()
![]()
Где:
е- толщина витка
t-шаг витка
d-заходность червяка
![]() - степень
геометрической замкнутости конструкции
- степень
геометрической замкнутости конструкции

Fб- влияние на боковой поток стенки червяка
Fk - кривизна канала
Fc- площадь сечения перекрытия
h-скорость вращения

Червяк
Игольчатый подшипник
Зубчатые передачи
Муфта
Червяк с малой или нулевой степенью сжатия перерабатывают термонестабильный материал со степенью сжатия 1,5 ( обычный термопласт) степень сжатия достигает 2- и не более.
Для повышения мощности увеличиваем модуль зацепления: m=120
Разомкнутая система установки упорных подшипников

Шпиндель
Опорная втулка
Корпус подшипника
Упорный подшипник
Специальная гайка и втулка
Тарельчатая пружина
Такая разомкнутая схема перемещения подшипника при типичном перемещении подшипника позволяет снижать на каждом из подшипников часть общей нагрузки.
Увеличение размеров центрального червяка:
Уменьшает осевую нагрузку
Нахождение центрального червяка в расплаве позволяет снижать его износ
Специальные экструдеры
Были разработаны специальные конструкции конических червяков.
Они подразделяются:
Собственно конические
Параболические
Ступенчатые
Преимущества:
Подобная конструкция позволяет увеличить сопротивление скручиванию
Позволяет интенсифицировать процессы в различных зонах;
Появляются возможности создания увеличенных циркуляционных поток в следствии различных окружных скоростей в зоне загрузки и зоне дозирования
Появляется возможность регулирования величины радиального зазора между цилиндром и нарезкой червяка
Недостатки:
Сложность изготовления
Сложность синхронизации отдельных зон
При малых рабочих зазорах между стенкой цилиндра и витком червяка, при тепловом расширении возможно заклинивание элементов конструкции экструдера
Лекция 9
Экструдеры с полыми червяками

Червяк
Червяк
Телескопические экструдеры
