Лекция №1
Экструзия:
Это придание расплава вида изделия через продавливание материала через формующий инструмент.
Требования к конструированию машин:
Машины должны быть открытыми (открытость формы)
Компактный привод
Система управления контроля должна располагаться в корпусе машины
Охлаждение машины должно быть по замкнутому циклу
Создание программ и механизмов для регулирования толщины изделия
Экструзионные агрегаты
Система, состоящая из отдельных механизмов соединенных в одно целое.
Классификация:
По назначению
Независимо от назначения агрегата процесс производства изделия осуществляется в 3 стадии:
Подготовка расплава полимера, она связана с пластикацией и гомогенизацией расплава полимера ; осуществляется в различных видах экструдера.
Придание расплаву вида изделия; в различных типах экструзионного формующего инструмента.
Фиксирование формы происходит в различных типах финишных механизмов
6. разработка финишных механизмов (печать, покраска, переработка отходов).
7. минимизация размеров (толщины) получаемого изделия, так как в стоимость изделия 70 – 75 % - это стоимость переработка материала.
Экструзионно трубный агрегат
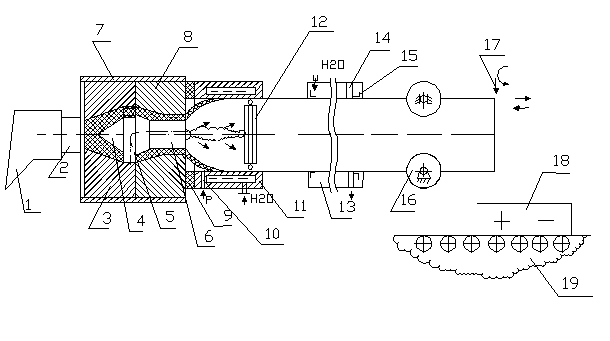
Экструдер
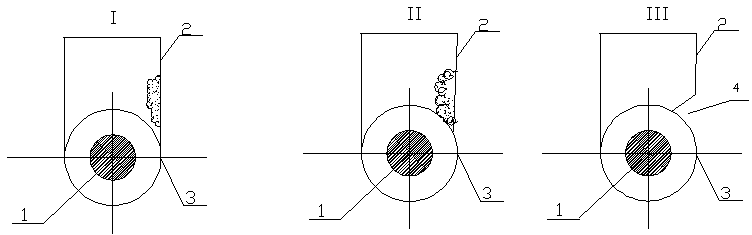
Адаптер переходник (несущий в себе фильтрующий элемент)
Корпус головки1
Торпеда1
Решетка дорно-держатель1
Дорн1
Нагреватель1
Мундштук1
Термоизолятор
Отверстие воздушной смазки
Калибрующая насадка
пробка
охлаждающая ванна
перелив
уплотнений
тянущее устройство (ролик)
отрезное устройство
труба
транспортер
Подготовленный материал через фильтрующий переходник поступает в нагретую трубную головку в которой с помощью элементов 3-8 происходит перераспределение расплава и придание ему формы трубы. Затем под действием сжатого воздуха отсекаемого пробкой происходит калибрование трубы по наружному диаметру при этом получаема толщина трубы и ее ориентационные характеристики определяются тянущим устройством, перед действием которого труба охлаждается водой (H2O) в ванне, с целью равномерного охлаждения в ванне предусмотрен перелив. Тянущими устройствами, один из которых подпружинник, готовая труба подается к отрезному устройству, где в соответствии со стандартом труба нарезается определенной длины и поступает на конвейер, а потом на склад.
Экструдеры
4 Типа:
поршневые
дисковые экструдеры
червячные экструдеры (шнек, прессы, шнековые экструдеры)
специальные экструдеры
дисковый экструдер
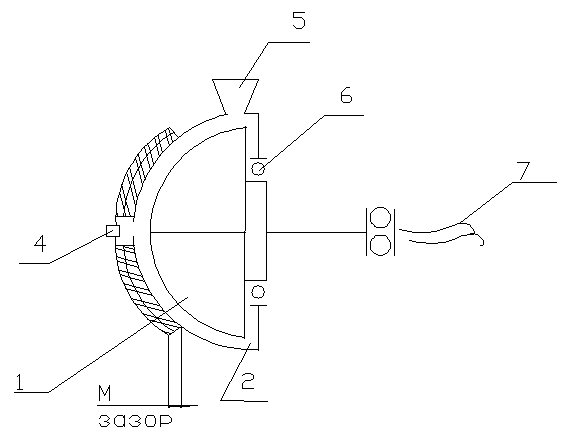
диск
корпус экструдера
нагреватель
формующий инструмент
загрузочное отверстие
опорна-упорная группа
механизм регулировки рабочего зазора
Лекция №2 продолжение
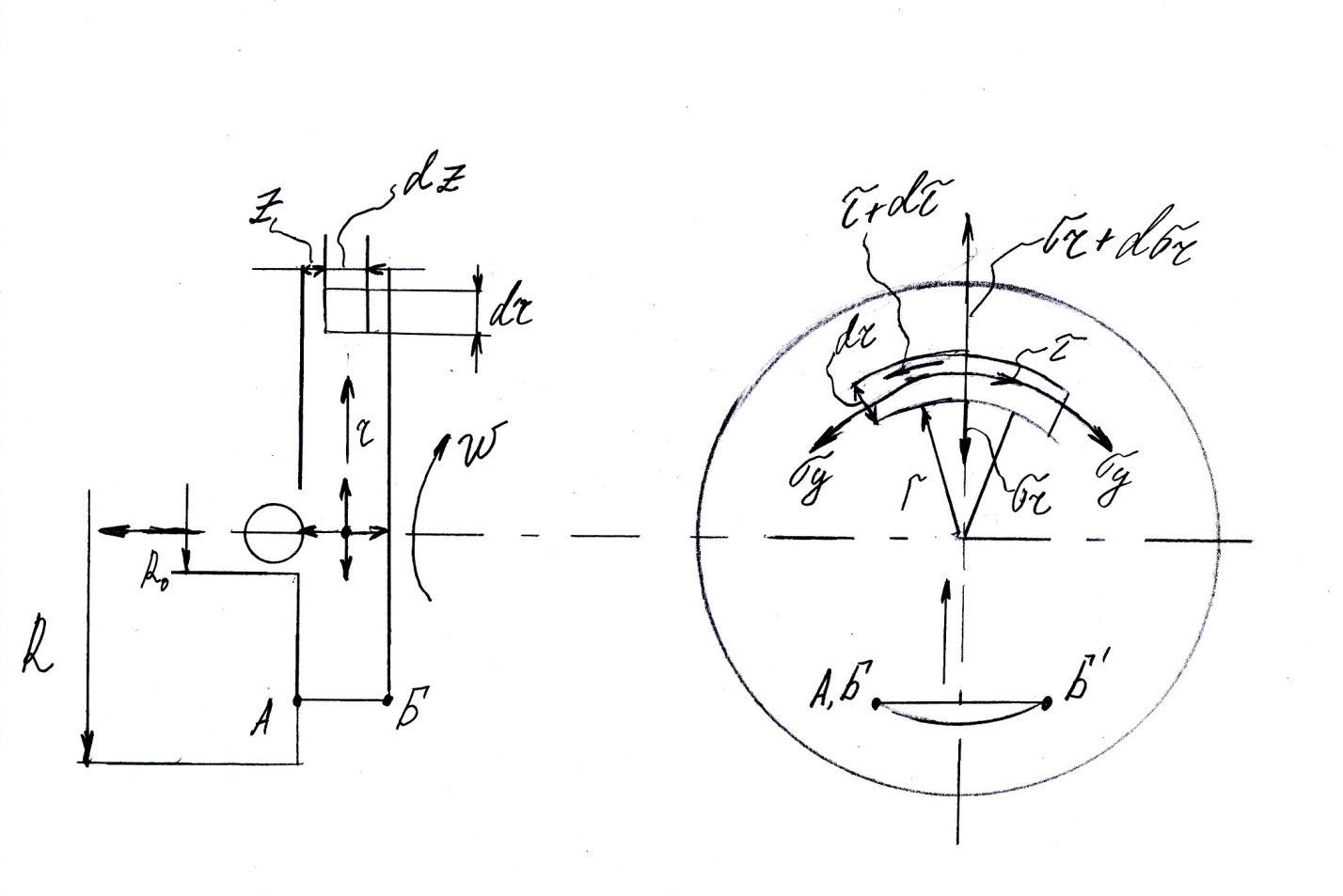
Движущие силы дисковой экструзии является эффект нормальных сил.
При течении вязкоупруигих жидкостей к которым относятся (растворы, расплавы полимеров) при простом сдвиге наряду с касательными напряжениями возникают нормальные напряжения ортогональной плоскости сдвига.
![]()
![]()
 , где
H-высота
канала
, где
H-высота
канала
![]()

Следовательно
![]() равно:
равно:

Крутящий момент:

K |
C |
K’ |
C’ |
6.6 *10^(-4) |
2.23 |
2.21*10^(-4) |
2.5 |
Достоинства:
простота конструкции
отсутствие тупиковых зон
малое время пребывания расплава позволяет перерабатывать термонестабильные материалы
Недостатки:
сложность синхронизации работы между заборнопластицирующей зоны и работы пластицирующего зазора
ввиду малости нормальных сил на дисковых экструдерах можно получать изделия только простой конфигурции
сложность регулировки производительности.
Червячные экструдеры
Классификация:
по конструктивным признакам:
по конструкции и размерам червяков
по количеству червяков
по способу нагрева материала в цилиндре экструдера
по конструкции корпуса цилиндра
по конструкции привода
по технологическим признакам
обыкновенные и специальные червяки ГОСТ1473
20, 25, 30, 32, 45, 63, 90, 95, 160 …
по количеству червяков
один
два
многочервячные
по способу нагрева
с внешним обогревом
пар
адиабатический
генерирующий
по конструкции корпуса
состоит из одних элементов
представляет собой моноблок
по приводу
асинхронный электрический привод
синхронный электрический привод
гидродвигатель
одночервячные экструдер с обычным червяком и внешним обогревом

наконечник червяка
червяк
корпус
внешний нагреватель (3 секции)
каналы охлаждения цилиндра
каналы охлаждения загрузочного цилиндра
Загрузочное отверстие
пробка
весь экструдер можно поделить на 3 функциональные зоны:
зона загрузки
зона плавления (сжатия)
зона гомогенизации (дозирование)
движущей силой процесса одночервячной экструзии является разность сил трения между перерабатываемым материалом и поверхности стенки цилиндра и тела червяка. При этом для того, что бы материал перемещался по каналу червяка необходимо, чтобы сила трения со стороны стенок цилиндра должна быть больше, чем сила трения со стороны тела червяка. На длине 3 – 4 диаметра делаются канавки:
Диаметр |
Канавки |
Размер |
45 |
4 |
8х3 |
63 |
6 |
8х3 |
90 |
8 |
10х4 |
120 |
12 |
10х4 |
160 |
16 |
10х4 |
Лекция №3
Самым опасным сечение является зона загрузки. Универсальных червяков нет, обычный экструдер комплектуется 4 червяками:
1-й червяк работает на кручение. (Рассчитывается) 600 атм.- мах давление, действует во все стороны равномерно, это может действовать на формующий инструмент и на червяк.
Червяк рассчитывается на продольный изгиб.
Червяк должен противостоять коррозийному и эрозийному износу (хромоникелевая, хромомолибденовая, хромомолибденоникелевые сплавы). 4х13.
Больше всего изнашиваются витки, поэтому на них наплавляют твердый хром.
38ХМЮА – 38% Cr, Mb, Al, N
Коррозирующая стойкость зависит от ХМЮ (хром, молибден, алюминий). Азотирование, нитрирование, твердого хрома повышает эрозийный износ.
Цилиндры
Во внутрь цилиндра
вставляются износостойкие коррозионные
втулки (они сменные).