

42 Вопрос: Брошюровочно-переплетные материалы. Их виды и назначение.
Основным расходным материалом для переплетных работ является клей. В настоящее время наиболее перспективными считаются клеевые системы без растворителей, в особенности водные дисперсии и расплавы.
Для изготовления переплетных крышек фирма National Starch & Chemical предложила созданный в сотрудничестве с фирмой Kolbus новый термоклей Ultracase, обеспечивающий повышение производительности до 40%. В противоположность традиционным клеям Ultracase не чувствителен к климатическими факторам. Благодаря низкой температуре плавления (до 50 °С) этот клей упрощает обжим крышки при штриховке, что особенно важно при обработке крышек, кашированных пленкой.
Новые клеевые системы сегодня зачастую разрабатываются под конкретные марки оборудования. Например, переплетные клеи RecoSeal предназначены специально для использования в устройстве BookMaster 360 фирмы Bielomatic, которое предназначено для изготовления книг в твердом переплете.
Новой проблемой, с которой столкнулись переплетчики, стала утилизация книг — в Европе, например, в настоящее время утилизируется свыше 50% печатных изделий. Однако используемые в переплетных работах термоклеи препятствуют утилизации.

Самонаклады ST 350
Оборудование, инструменты и материалы
1. Раскрой материалов производится на картонорубилке КН -1. Установка упоров картонорубилки и определение размеров заготовок выполняется металлической линейкой с ценой деления 1 мм. Подрезка тонких переплетных материалов по формату производится переплетным ножом по металлической линейке.
2. При изготовлении штуковок и сборке переплетных крышек типа 5 и 7 используются металлические шаблон-угольник и шпация.
3. Для изготовления переплетных крышек используется картон переплетный марок А, Б или Г толщиной 1,25-3,0 мм. В качестве покровного материала применяется бумвинил, коленкор или другой переплетный материал.
4. Для сборки переплетных крышек применяется 49-57%-й костный или костно-декстриновый клей.
43 Вопрос: Клеящие вещества. Их основные виды и применение.
Склеивание - процесс образования адгезионного соединения (соединения двух частей или деталей материала), применяется как в производстве товаров народного потребления, так и в быту - наклеивание обоев, ремонт обуви, мебели, склеивание фарфора, кожи, тканей, герметизация швов и трещин строительных конструкций.
К клеящим материалам относят клеи, липкие ленты и клей-герметики.
Клеи - это адгезивы, которые применяют для соединения различных материалов за счет образования прочной связи пленки клея с поверхностями склеиваемых материалов. Наряду с традиционными клеями большое распространение получают клеи-герметики, служащие для уплотнения и защиты различных бытовых изделий и предметов от воздействия воды, воздуха, агрессивных сред и тепла.
Адгезионное соединение формируется за счет различных процессов:
— испарения органических растворителей или воды из клея-раствора, например, нитроцеллюлозного клея, силикатного клея;
— за счет химических реакций между компонентами клея, в частности за счет реакции сшивания макромолекул (эпоксидный клей);
— за счет охлаждения массы клея (клей-расплав).
Основным показателем качества клея является его адгезионная, или клеящая, способность, она определяется по прочности соединения двух стандартных образцов различными методами на сдвиг, скалывание, отслаивание.
Вязкость характеризует текучесть клея, от вязкости зависит сохранность клея. Определяется показатель вязкости по времени истечения определенного объема клея на приборах различной конструкции, называемых вискозиметрами. Клей не способен выполнять свою основную функцию — склеивание, если он теряет текучесть (кроме клея-расплава).
Универсальность — это способность клея склеивать широкий круг материалов различной природы, она определяется химическим составом клея. К универсальным клеям относят клеи на основе синтетических смол.
Химическая стойкость клея определяется отношением клеевого вещества к действию воды, кислот, щелочей, органических растворителей.
Термическая стойкость клеевого соединения характеризуется его стойкостью к перепадам температуры при кратковременном и длительном воздействии.
Безопасность клеев определяется безвредностью их компонентов для человека. Для клеев, содержащих цианоакрилаты на маркировке дается информация: «Цианоакрилат. Опасность. Схватывает кожу и глаза моментально. Хранить в недоступном для детей месте».
Сохраняемость клеев — способность клея сохранять свои функциональные свойства в заданных пределах в течение определенного времени. Это время называется срокомхранения клея и совпадает со сроком годности.
Для многокомпонентных клеев с отвердителями (например, эпоксидных) важным свойством является жизнеспособность — время в течение которого клей, полученный смешением отдельных упаковок, пригоден для использования непосредственно перед применением. Жизнеспособность многокомпонентных синтетических клеев обычно равна 1,5—2 ч и в зависимости от вида клея может быть от нескольких секунд (цианоакрилаты), минут до нескольких часов.
Состав клеев. В состав клеев входит основа клея и растворители.
В качестве растворителей используются вода или органические соединения: ацетон,этиловый спирт, бензин, хлорпроизводные, ароматические соединения.
Пластификаторы (дибутилфталат, диоктилфталат) применяются для повышения пластичности и (или) эластичности клеевых составов.
По природе клеящего вещества клеи бывают природного, искусственного или синтетического происхождения, органической или неорганической природы. Природные клеи бывают животного, растительного происхождения и минеральные. Природные клеи (казеиновый и декстриновый) обладают низкой водостойкостью, однако их достоинство — гигиенические и экологические свойства. Они разрешены для использования в материалах, контактирующих с пищевыми продуктами (склеивание пакетов, пачек, коробок). Основой клеев животногопроисхождения являются белковые вещества: коллаген (в мездровом и костном клеях) и казеин (в казеиновом клее). Мездровый и костный клеи называют коллагеновыми клеями.
Основой распространенных клеев растительного происхождения является крахмал(картофельный, кукурузный) и продукты его переработки (декстрин). К минеральным клеям относят силикатный и асфальтобитумные клеи. Силикатный клей — это концентрированный водный раствор силикатов натрия и калия (растворимое или жидкое стекло) переменного состава.
К органическим клеям относятся композиции на основе природных и синтетических полимеров. Синтетические клеи получают на основе синтетических термореактивных и термопластичных смол и каучуков. Синтетические клеи классифицируют и называют по природе полимерной основы. Из эфироцеллюлозных клеев для бытовых целей применяют клеи на основе карбоксиметилцеллюлозы (КМЦ), водные растворы которой используют в качестве обойного клея.
В состав клеев входят растворители — вода или органические соединения. В качестве органических растворителей используют ацетон, этиловый спирт, бензин, хлорпроизводные, ароматические соединения; пластификаторы (дибутилфталат, диоктилфталат); наполнители для уменьшения усадки при затвердевании клеевого слоя и повышения его прочности (кварцевый песок, каолин, мел). В клеи из ненасыщенных смол вводят отвердители, катализаторы, которые в продажу поступают в отдельной упаковке.
Наполнители — важные компоненты клеев, которые обеспечивают необходимую вязкость клея, уменьшают усадку при затвердевании клеевого слоя и повышают его прочность (кварцевый песок, каолин, мел и др.).
Отвердители входят в состав клея на основе ненасыщенных (термореактивных) смол. Вместе с ними используют катализаторы (ускорители) процесса отверждения. Они поступают в продажу в отдельной упаковке (двухупаковочные). Пленки термореактивных клеев при нагревании отвердевают необратимо.
Загустители и разбавители используют для регулирования вязкости клеев.
Стабилизаторы добавляют в клеи для повышения стойкости клеевых соединений к внешним воздействиям в процессе эксплуатации.
Для повышения жизнеспособности клеев растительного и животного происхождения, которые в водных растворах могут подвергаться процессам бактериального загрязнения, в них вводят антисептики. В полимерные клеи для повышения их стойкости к внешним воздействиям добавляют стабилизаторы.
Классификация клеев. Классификация клеев проводится по условиям склеивания, характеру склеивания, водостойкости клеевого соединения, по агрегатному состоянию, назначению и наименованию основы клея. По условиям склеивания клеи делят на контактные (склеивание без приложения давления) и липкие (постоянно липкие) — адгезивы, чувствительные к давлению. По характеру склеивания термореактивные клеи бывают холодного и горячего отверждения.
По водостойкости клеевого соединения клеи бывают высоководоупорные (кипящая вода), водоупорные (вода комнатной температуры) и нестойкие к холодной воде (клеи растительного и животного происхождения).
По агрегатному состоянию клеи бывают твердые (кусочки, прутки, хлопья (КМЦ-клей) и жидкие - в виде растворов (силикатный) или дисперсий (ПВА-эмульсия). Большое распространение получили клеи — расплавы. Это термопластичные безрастворные клеи с использованием сополимера СЭВА (этилен с винилацетатом), которые становятся текучими при повышенной температуре и твердыми при комнатной.
По назначению бытовые клеи подразделяются на четыре подгруппы: клеи хозяйственного назначения (клей обойный «МЦ», «Бустилат-М», клей обойный ПВА, клей «Момент»); клеи специального назначения (клей столярный, резиновый); универсальные (БФ, эпоксидный клей, клей 88-СА, Super Gluy (Супер клей), ПФ-14); канцелярские (ПВА, силикатный, казиновый).
Клеи природные называют по природе клеящей основы - казеиновый, мездровый, силикатный.
Синтетические клеи различаются по природе полимерной основы. Из эфироцеллюлозных клеев для бытовых целей применяют клеи на основе нитроцеллюлозы. В качестве клеящего вещества применяют также простой эфир целлюлозы и гликолёвой кислоты — карбоксиметилцеллюлозу, водные растворы которой используют в качестве обойного клея. Достоинствами нитроцеллюлозных клеев являются их быстрое высыхание и высокая влагостойкость клеевых соединений; недостатком нитроцеллюлозных клеев является их высокая горючесть. Нитроцеллюлозные клеи часто применяют для склеивания кожи и ткани, особенно при пошиве и ремонте обуви.
Термореактивные синтетические клеи вырабатывают преимущественно из полиэфирных и эпоксидных смол. В большинстве случаев они представляют собой сиропообразные растворы этих смол в органических растворителях, их выпускают одно- и многокомпонентными. Однокомпонентные клеи поступают в продажу в готовом виде. Феноло-формальдегидные смолы в спиртовых растворах (клеи БФ) в настоящее время используют ограниченно вследствие токсичности фенола и формальдегида. Пленки термореактивных клеев при нагревании отвердевают необратимо.
Многокомпонентные клеи (обычно двухкомпонентные) содержат смолу и отвердитель, который добавляют к раствору смолы перед употреблением клея. Выпускают клеи горячего и холодного отверждения, отличающиеся по составу.
Мочевино-формальдегидные клеи (синтетические столярные) в отличие от феноло-формальдегидных применяют в виде водных растворов. По сравнению с феноло-формальдегидными клеями они имеют ряд преимуществ: бесцветны, светостойки и менее токсичны, но по прочности склеивания и водостойкости уступают феноло-формальдегидным.
Клеи на основе эпоксидных смол приобретают все возрастающее значение. Они отличаются исключительно высокой адгезионной способностью ко многим материалам, создают очень прочные клеевые соединения и применяются для самых разнообразных целей. Они считаются универсальными.
Поливинилацетатные смолы широко применяют для изготовления клеев в виде водных эмульсий (ПВА канцелярский, ПВА-М). Поливинилхлоридные клеи (ПВХ) используют для наклеивания линолеума.
Резиновые клеи получают растворением синтетических каучуков (бутадиенового, дивинил-стирольного и др.) или сырых резиновых смесей в бензине. Растворы сырых резиновых смесей используются для ремонта автопокрышек с последующей горячей вулканизацией.
производят на основе олигоэфиракрилатов (анаэробные клеи), эмульсий акриловых мономеров (эмульсионные); специальные цианакрилатные клеи, которые обладают прочностью, оптической прозрачностью и очень высокой адгезией к коже человека. Последнее обстоятельство требует осторожности при работе с ними.
Мочевино-формальдегидные (синтетические столярные) клеи в отличие от фенолоформальдегидных применяют в виде водных растворов. По сравнению с фенолоформальдегидными клеями они имеют ряд преимуществ: бесцветны, светостойки и менее токсичны, но по прочности склеивания и водостойкости уступают фенолоформальдегидным. Меламино-формальдегид-ные клеи применяют в производстве ламинированных древесных (мебельных) плит.
Поливинилацетатные (ПВА) клеи — эмульсионные клеи находят широкое применение (канцелярский, обойный, для наклеивания линолеума и др.). Водно-эмульсионные клеи могут быть получены на основе сополимеров винилацетата с винилхлоридом, эфирами акриловой и метакриловой кислот.
Полиэфирные клеи получают с использованием олигомеров эфиров многоосновных кислот и многоатомных спиртов в комбинации с мономерами стирола, винилацетата и др. Клеи имеют высокую термостойкость и прочность.
Резиновые клеи получают растворением натуральных, синтетических каучуков (бутадиенового, дивинил-стирольного и др.) или сырых резиновых смесей в бензине.
Термореактивные синтетические клеи вырабатывают из акриловых, полиэфирных, эпоксидных смол, фенолоформальдегидных олигомеров и др.
Эпоксидные клеи отличаются исключительно высокой адгезионной способностью ко многим материалам, химической инертностью, создают прочные клеевые соединения, а шов обладает низкой усадкой. Клеи являются универсальными, применяются как в быту, так и в промышленности.
Постоянно липкие материалы. Многие виды термопластичных смол используют для изготовления пленок с остаточной липкостью — липких лент, липких наклеек. Их называют адгезивами, чувствительными к давлению. Нанесенный на них клеевой состав имеет длительную жизнеспособность, со временем не затвердевает и не высыхает и проявляет свои адгезионные свойства при приложении небольшого давления.
Липкие ленты (скотчи) выпускают в рулонах шириной 10...40 мм на бумажной, тканевой или полимерной основе. Их используют для ремонта книг, отделочных, электротехнических работ, для скрепления потребительской и транспортной тары (картонных ящиков). При нанесении на пластик они могут использоваться для заделки стыков в ванной комнате, на кухне.
Антиклей (антиадгезионное средство) — современные препараты для обработки поверхностей в целях снижения адгезии на основе кремнийорганических соединений. После обработки антиклеем на поверхность невозможно наклеить, например, несанкционированные объявления.
Герметики — пастообразные клеевые составы выполняют в разных конструкциях функцию заполнения швов, уплотнения, герметизации, гидроизоляции. К таким герметикам не предъявляют требований высокой прочности, поскольку они работают чаще всего в статических условиях.
Клеящей и связующей основой герметиков являются синтетические смолы и каучуки (кремнийорганические смолы и силиконовые каучуки; полиизобутилен, бутилкаучук, нитрильные каучуки).
Кровельные герметики предназначены для защиты и ремонта кровли и чердачных помещений; гидроизоляционные герметики (по влажной поверхности) предназначены для защиты подвальных помещений, сантехнического и канализационного оборудования.
Акриловые и силиконовые герметики выпускают в тубах или баллонах под строительный «пистолет», что дает удобство использования при заделке швов в плинтусах, деревянных конструкциях, аквариумах, бассейнах и пр. Отверждение происходит на воздухе. В герметики, работающие во влажных средах, специально добавляют противогрибковые препараты.
Широко распространены так называемые монтажные пены, которые служат для заделки стыков или швов шириной более 3 см. Они заполняют пространство между конструкционными элементами, но не пригодны для сопротивления нагрузкам и выполняют только роль инертного заполнителя.
Свойства резиновых клеев зависят от вида каучука. Клей на основе дивинил-нитрильного каучука (СКН) дает клеевой шов, который стоек не только к действию воды, но и нефтепродуктов. Найритовый клей (раствор полихлоропренового каучука ПХП) хорошо склеивает резину и кожу при изготовлении обуви, а также текстильные ткани и другие материалы. Латексные каучуковые клеи применяют для наклеивания линолеума, плиток, обоев и др. Все резиновые клеи дают эластичное влагостойкое клеевое соединение.
Многие виды термопластичных смол (сополимеры этилена-винилацетата, бутадиен- стирола, изопрен-стирола, акрилонитрил-бутадиен-стирола) используют для изготовления пленок с остаточной липкостью — липких лент, липких наклеек (адгезивы, чувствительные к давлению). Нанесенный на них клеевой состав имеет длительную жизнеспособность, со временем не затвердевает и не высыхает.
Липкие ленты выпускают в рулонах шириной 10-40 мм на бумажной, тканевой или полимерной основе (прозрачной — на целлофане, полиэтилене; непрозрачной — на лавсане и др.) для ремонта книг, отделочных работ, склеивания магнитных лент, уплотнения щелей в окнах, электротехнических работ. При нанесении на пластик (рейки, уголки) они могут использоваться для заделки стыков в ванной комнате, на кухне.
Герметики. В строительстве и в быту используют герметики — клеевые составы для герметизации и уплотнения швов в различных конструкциях. Они представляют собой липкие, пластичные пастообразные массы, состоящие из связующего вещества и наполнителей. Клеящей и связующей основой герметиков являются синтетические смолы и каучуки (кремнийорганические смолы (силиконовые каучуки), полиизобутилен, бутилкаучук, нитрильные каучуки). Например, для заделки стыковых швов при ремонте используется пластичная лента «Герлен». В вулканизующиеся герметики перед употреблением вводят вулканизующие вещества.
Собственно герметики выполняют функцию заполнения швов, уплотнения, герметизации. К таким герметикам не предъявляют требований высокой прочности. К ним относятся отверждающиеся герметики, например, полиуретановая пена «Супросил» (Германия) для заделки пустот.
Клеи-герметики выполняют двойную функцию - герметизация и склеивание для получения прочного и герметичного соединения. В отличие от герметиков клеи-герметики должны обладать свойством текучести.
Клеи-расплавы — это термопластичные безрастворные клеи, приобретающие адгезионные свойства при нагревании, а после охлаждения клеевое соединение твердеет. Основным базовым продуктом клеев общего назначения является полиэтилен и сополимеры этилена с винилацетатом (СЭВА) с различным содержанием винилацетатных групп. Используют также полиамиды, полиэфиры, поливинилбутираль, полиизобутилен, полиуретаны.
44 вопрос: Укрупненная схема изготовления журналов. (не уверена, что это то)
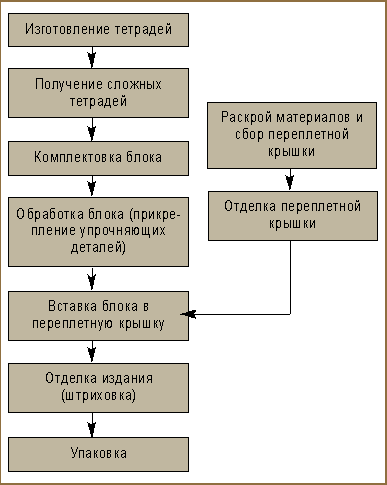
45 вопрос: Укрупненная схема изготовления книг (пооперационное и поточное производство книг в переплетных крышках).
46 вопрос: Классификация брошюровочно-переплетных машин, агрегатов и поточных линий.
Вопрос: Изготовление тетрадей и комплектовка изданий.
Сложными называют тетради, отличающиеся от основных (простых) тетрадей блока, имеющих 32, 16 или 8 страниц, иной объем (4, 12, 24 или иное число страниц), сложный вариант фальцовки (например, складных карт) или какие-либо дополнительные элементы конструкции - форзацы, приклейные, накидные или вкладные иллюстрации, печатаемые отдельно от текстовой части издания. Изготовление сложных тетрадей требует самостоятельных операций раскроя, фальцовки, приклейки и большего рабочего времени, поэтому к ним приступают заранее, чтобы к началу комплектовки и скрепления книжных блоков все тетради были вполне готовы.
Сложные тетради имеют иную толщину, дополнительные элементы конструкции блока (форзацы, иллюстрации-вклейки) и иные свойства бумаги, что обычно вызывает определенные осложнения при выполнении последующих операций, увеличенные отходы в брак при комплектовке и шитье блоков, неравномерную плотность шитья блоков нитками, ненадежную склейку разнородной бумаги, втяжку тетрадей при обжиме корешка и обрезке блоков, несимметричное кругление корешка. Все это приводит к ухудшению качества готовых книг, к расколу корешка и снижению долговечности изданий. Эти особенности требуют внимательного отношения к данному комплексу операций на этапе проектирования конструкции книжного блока, при выборе материалов и строгого соблюдения требований технологических инструкций, относящихся к степени проклейки, направлению раскроя бумаги, объему вклеек и дробных частей бумажного листа, их месту в книжном блоке и др.
6.1.
Изготовление и приклейка форзацев
В
справочнике технолога-полиграфиста,
часть 6 [![]() ],
представлено десять типов форзацев,
различающихся конструкцией, числом
деталей, способом изготовления и
присоединения к тетрадям или к блоку,
видом первого и последнего разворотов
книги и прочностными свойствами. Четыре
типа из десяти рекомендованы
технологическими инструкциями [
],
а в мировой практике изготовления
книжных издании применяется не менее
шести типов форзацев. Форзацы, требующие
изготовления, могут состоять из одной
- четырех деталей, причем в относительно
сложных конструкциях второй деталью
обязательно является тканевый фальчик
- узкая полоска на корешковом сгибе,
позволяющая многократно повысить
прочность и долговечность книги.
],
представлено десять типов форзацев,
различающихся конструкцией, числом
деталей, способом изготовления и
присоединения к тетрадям или к блоку,
видом первого и последнего разворотов
книги и прочностными свойствами. Четыре
типа из десяти рекомендованы
технологическими инструкциями [
],
а в мировой практике изготовления
книжных издании применяется не менее
шести типов форзацев. Форзацы, требующие
изготовления, могут состоять из одной
- четырех деталей, причем в относительно
сложных конструкциях второй деталью
обязательно является тканевый фальчик
- узкая полоска на корешковом сгибе,
позволяющая многократно повысить
прочность и долговечность книги.
При внешней простоте конструкции к настоящему времени автоматизировано присоединение к тетрадям или к блокам только трех типов форзацев, но широкое распространение получил лишь один тип - простой приклейной форзац. Все другие типы форзацев находят ограниченное применение в производстве многообъемных дорогих книжных изданий улучшенного и подарочного типов, так как процессы их изготовления и присоединения к блоку требуют значительных затрат ручного труда.
Число и перечень технологических операций по изготовлению и присоединению форзацев к тетрадям или блокам зависят от их конструкции, но при изготовлении наиболее часто применяемых простых приклейных форзацев необходимы три или пять технологических операций: раскрой форзацной бумаги (или оттисков, если форзацы запечатаны), фальцовка форзацев, приклейка форзацев к тетрадям, прессование и упаковка тетрадей с форзацами. Последние две операции не обязательны, если в мелкосерийном производстве для транспортировки и хранения полуфабрикатов используют фуры. В некоторых случаях (при изготовлении книг на автоматизированных поточных линиях) третья операция выпадает из цикла операций по изготовлению сложных тетрадей, так как форзацы присоединяются или приклеиваются к скомплектованному или сшитому книжному блоку.
6.1.1.
ТИПЫ ФОРЗАЦЕВ И ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ
Форзацы классифицируют по их конструкции, способу присоединения к тетрадям или блоку и по виду художественно-полиграфического оформления. По конструкции форзацы делятся на простые, окантованные, составные, "свои" и накидные. Простые форзацы представляют собой односгибную тетрадь, присоединяемую к крайним тетрадям блока или к блоку с помощью узкой полоски клея. Окантованные форзацы отличаются от простых наличием узкой полоски бумаги или коленкора, оклеивающей тетрадь с форзацем по корешку. Составные форзацы изготавливают из двух долей разной ширины, которые в корешковой зоне склеиваются при помощи полоски коленкора. Такой форзац приклеивается к внутренней стороне тетради и загибается на наружную ее сторону. Свой форзац не требует изготовления: его функции выполняют первые и последние листы книжного блока, которые оставляют незапечатанными. Накидные форзацы представляют собой 8-страничную тетрадь, которая накидывается на книжный блок, скомплектованный вкладкой, и скрепляется с блоком в процессе его шитья.
По способу присоединения к тетрадям или блоку форзацы бывают приклейные, прошивные и пришивные. Приклейные форзацы прикрепляются к крайним или (при комплектовке блока вкладкой) к наружной тетради блока узкой (4-5 мм) полоской клея, прошивные форзацы приклеиваются к внутренней стороне тетрадей до комплектовки блока и прошиваются по сгибу во время шитья блока нитками или проволокой. Пришивные форзацы, являющиеся самостоятельными тетрадями, пришиваются к блоку в процессе его шитья нитками (иногда - проволокой) и склеиваются с тетрадями блока по корешковым фальцам в процессе заклейки корешка.
По виду художественно-полиграфического оформления запечатанные форзацы делятся на тематические, изображения на которых соответствует тематике книги, декоративно-орнаментальные и фоновые.
Технологическими
инструкциями по технологии
брошюровочно-переплетных процессов
рекомендованы к применению "свои",
простые приклейки, приклейные с окантовкой
и составные прошивные форзацы (рис.
4.1 ![]() ).
).
Основное назначение форзацев - обеспечить требуемую долговечность издания, в частности достаточную прочность связи переплетной крышки с книжным блоком, способную противостоять возможным динамическим нагрузкам при пользовании книгой. Величина динамических нагрузок объективно зависит только от массы книжного блока и косвенно - от его формата и толщины. Простые по конструкции форзацы требуют минимальных затрат материалов и труда, но их малая прочность на многократный изгиб и растяжение не может обеспечить сохранность книги в течение большого срока службы при интенсивном пользовании. Упрочняющие элементы конструкции форзацев позволяют повысить прочность самого форзаца и прочность связи переплетной крышки с блоком, но требуют применения ручного труда при изготовлении сложных тетрадей, что допустимо лишь при малых тиражах. По этим причинам при определении области применения форзацев оговариваются примерные формат и толщина блока, тираж и вид литературы книжного издания.
"Свои"
форзацы рекомендуются к применению в
изданиях с толщиной блока до 20 мм, если
издание отпечатано на бумаге поверхностной
плотностью не менее 100 ![]() при
долевом раскрое тетрадей, когда линии
корешковых сгибов тетрадей совпадают
с машинным направлением бумаги. Простые
приклейные форзацы рекомендуются для
изданий с толщиной блока до 30 мм.
Приклейные форзацы с окантовкой бумагой
рекомендуется использовать при толщине
блока свыше 30 мм, а также в тех случаях,
когда к первой тетради приклеивается
титульная иллюстрация (фронтиспис), в
школьных учебниках, в изданиях,
отпечатанных на тонкой (поверхностной
плотностью менее 50
)
и малопрочной бумаге. Окантованные
тканью или нетканым материалом форзацы
рекомендуются для энциклопедий и
многообъемных справочников, рассчитанных
на большой срок службы и интенсивное
пользование. Составные прошивные
форзацы, отличающиеся большой трудоемкостью
изготовления с применением ручного
труда, рекомендуется применять в изданиях
улучшенного и подарочного типов, большого
формата (84 х 108/16 и более) и объема (при
толщине блока порядка 40 мм и более) при
малых и средних тиражах.
при
долевом раскрое тетрадей, когда линии
корешковых сгибов тетрадей совпадают
с машинным направлением бумаги. Простые
приклейные форзацы рекомендуются для
изданий с толщиной блока до 30 мм.
Приклейные форзацы с окантовкой бумагой
рекомендуется использовать при толщине
блока свыше 30 мм, а также в тех случаях,
когда к первой тетради приклеивается
титульная иллюстрация (фронтиспис), в
школьных учебниках, в изданиях,
отпечатанных на тонкой (поверхностной
плотностью менее 50
)
и малопрочной бумаге. Окантованные
тканью или нетканым материалом форзацы
рекомендуются для энциклопедий и
многообъемных справочников, рассчитанных
на большой срок службы и интенсивное
пользование. Составные прошивные
форзацы, отличающиеся большой трудоемкостью
изготовления с применением ручного
труда, рекомендуется применять в изданиях
улучшенного и подарочного типов, большого
формата (84 х 108/16 и более) и объема (при
толщине блока порядка 40 мм и более) при
малых и средних тиражах.
Для различных книжных изданий и беловых товаров могут быть использованы и другие форзацы, представленные на рис. 4.2 .
Склеенные с окантовкой форзацы (рис. 4.2, а), изготовление которых производится на автоматах СФШ, позволили в типографии "Печатный Двор" (Санкт-Петербург) оборудование клеевого бесшвейыого скрепления для изготовления изданий в обложке успешно использовать и при изготовлении блоков изданий в переплетной крышке. Простой прошивной форзац (рис. 4.2, б) довольно широко применяется за рубежом при изготовлении многообъемных справочных изданий большого формата. В начале 80-х гг. фирма "Хункеллер" (Швейцария) выпустила универсальный форзацприклеечный автомат VEA-400 KSU, работающий на "холодном" клее и термоклее, выполняющий приклейку и загибку форзаца на тетрадь, что позволило использовать этот тип форзацев в производстве многотиражных изданий.
Узкие сторонки выклейного форзаца, склеиваемые коленкоровым фальчиком, обычно делаются из цветной или запечатанной с одной стороны бумаги. Сборка этих форзацев и приклейка к тетрадям производятся вручную, поэтому они применяются лишь в мелкосерийном производстве беловых товаров (блокнотов, записных книжек и др.) и книжных изданий подарочного типа.
6.1.2.
ИЗГОТОВЛЕНИЕ И ПРИКЛЕЙКА ФОРЗАЦЕВ К ТЕТРАДЯМ ИЛИ БЛОКУ
Традиционная технология изготовления сложных тетрадей с простыми приклейными форзацами начинается с операции раскроя бумаги для форзацев, при выполнении которой должны соблюдаться по крайней мере три условия: 1) для форзацев должна использоваться специальная форзацная бумага или бумага, близкая к ней по прочностным и деформационным свойствам; 2) поверхностная плотность бумаги должна соответствовать толщине блока и быть в пределах 120-160 ; 3) раскрой бумаги должен быть только долевым: сгиб форзацев должен происходить по машинному направлению бумаги.
Для форзацев используется специальная форзацная бумага (ГОСТ 6742), отличающаяся высокой прочностью на излом (не менее 15 двойных перегибов), высокой проклейкой (0,5-1,0 мм у бумаги марки А, 0,75-1,25 мм у бумаги марки О) и умеренной скручиваемостью при одностороннем увлажнении. Первое требование связано с условиями эксплуатации книжного издания, а два последних - с операцией вставки книжных блоков в переплетные крышки, при выполнении которой во многих случаях применяются клеи с большим содержанием воды. При промазке форзацев таким клеем возможно их скручивание, что затруднит или сделает невозможным выполнение последующих операций. Бумага марки А предназначена для незапечатанных форзацев, а марки О - для печатания офсетным или высоким способами печати.
ГОСТ 6742-79 предусматривает выпуск листовой форзацной бумаги в форматах 500 х 710, 550 х 850. 570 х 850, 620 х 910 и 720 х 910 мм с машинным направлением вдоль длинной стороны листов и рулонной бумаги с шириной рулонов 550, 570, 620 и 720 мм. Редакцию ГОСТ 6742-79 вряд ли можно считать удачной: при раскрое листовой форзацной бумаги на заготовки форзацев для восьми форматов (60 х 90/8, 60 х 84/8, 84 х 108/16, 70 х 100/16, 75 х 90/16, 70 х 100/32. 75 х 90/32 и 84 х 108/64) отходы при раскрое составят от 19,8 до 35.0% [ ]. Применение рулонной бумаги позволяет снизить отходы при раскрое: для последних трех форматов отходы при раскрое рулонной бумаги составляют 6,2-12,5%, но это требует дополнительной операции раскроя рулонов на листы (и отходов на подрезку и технологические нужды производства), дополнительных затрат времени и труда.
Для ряда форматов (в основном для 1/16 и 1/64 долей) с целью экономии бумаги форзацы целесообразно выкраивать из бумаги для офсетной печати, прочностные свойства которой должны соответствовать приведенным выше условиям.
Подрезка
и разрезка форзацной бумаги выполняется
на одноножевых бумагорезальяых машинах,
длина реза которых может не превышать
120 см. Подрезка форзацной бумаги с двух
или с четырех сторон делается во всех
случаях, так как ее стандартные размеры
по ширине и длине, в соответствии с
ГОСТом больше расчетных на 10 мм. Заготовки
форзацев, ширина ![]() и
высота
и
высота ![]() ,
должны иметь размеры, соответствующие
номинальному формату блока до обрезки:
,
должны иметь размеры, соответствующие
номинальному формату блока до обрезки:
![]()
где
Ш и В - соответственно ширина и высота
блока до обрезки, мм. Допуски на размеры
форзацных заготовок ![]() 1
мм по ширине и -2 мм по высоте. Отрицательный
допуск на высоту заготовки обусловлен
требованиями к качеству полуфабрикатов
на последующих операциях и к готовой
книге. При положительном допуске верхний
край форзацев после приклейки к тетради
может выходить за ее верхний край; на
операции шитья блоков это приведет к
смещению тетради вниз, так как перед
шитьем они выравниваются по верхнему
краю - "головке". После обрезки
блоков и в готовой книге верхние поля
такой тетради окажутся излишне большими,
а фальцы внутренних долей тетради не
будут срезаны.
1
мм по ширине и -2 мм по высоте. Отрицательный
допуск на высоту заготовки обусловлен
требованиями к качеству полуфабрикатов
на последующих операциях и к готовой
книге. При положительном допуске верхний
край форзацев после приклейки к тетради
может выходить за ее верхний край; на
операции шитья блоков это приведет к
смещению тетради вниз, так как перед
шитьем они выравниваются по верхнему
краю - "головке". После обрезки
блоков и в готовой книге верхние поля
такой тетради окажутся излишне большими,
а фальцы внутренних долей тетради не
будут срезаны.
Фальцовка форзацев. Операция фальцовки форзацев может выполняться вручную переплетной косточкой-гладилкой. Если сменная выработка мини-типографии не превышает 10 тыс. книг, то с этой операцией успешно справится один фальцовщик: при фальцовке одновременно по нескольку листов с последующей разборкой заготовок за смену он может изготовить до 20 тыс. форзацев. При большей дневной загрузке предприятия фальцовку производят на малоформатных настольных или стационарных кассетных фальцмашинах, например Qutckfolder и Т32 (фирма "Шталь", Германия), применение которых позволит повысить сменную выработку в 3,3-5,3 раза по сравнению с ручным трудом.
Допуск на точность фальцовки форзацев по положению сгиба равен 1 мм или на смещение краев - 2 мм. У изданий малых форматов (до 70 х 100/32] у запечатанных форзацев с рисунком и окаймляющими рамками отклонение сгиба от заданного положения не должно превышать 1 мм.
Приклейка форзацев. В мини-типографиях при сменной выработке предприятия не более 6,5 тыс. книг приклейка форзацев может выполняться вручную на рабочем столе с применением трехгранного наклонного уголка. Большую стопу (2-2,5 тыс.) форзацев рабочий распускает "лесенкой", промазывает ее 9%-ным крахмальным или карбоксиметилцеллюлозным клеем и укладывает на подставке справа, а тетради - слева, после чего поочередно двумя руками укладывает их в уголок. По мере заполнения уголка рабочий специальными приемами увеличивает, если это необходимо, отступ корешковых сгибов форзацев от сгибов тетрадей, обжимает стопу ладонью и откладывает на свободное место стола. Периодически он освобождает стол от готовой продукции, укладывая ее на откидные полки фуры.
Нa средних и крупных полиграфических предприятиях приклейку форзацев к тетрадям производят на форзацприклеечных автоматах типа KB (фирма "Колбус", Германия), VEA-400 (фирма "Хункеллерх, Швейцария) и ТП-320-4М (Харьковский ЗПМ, Украина), максимальная техническая скорость которых достигает 100 цикл/мин.
Простые прошивные форзацы изготавливаются и приклеиваются к тетрадям на автоматах VEA-400 KSU, полуфабрикатами для которых служат односгибные заготовки, имеющие припуск для загибки и приклейки корешкового края на внутреннюю сторону тетрадей. Приклейные с окантовкой форзацы изготавливаются на универсальных автоматах ТП-320-4М.
При ручной приклейке форзацев применяется 9%-ный крахмальный клей с большим (до 20 мин) открытым временем. На форзацприклеечных автоматах применяют быстросхватывающие клеи - ПВАД или клеевую композицию на ее основе с добавлением около 30% по массе 9-10%-ного коллоидного раствора натриевой соли Kapбоксиметилцеллюлозы (NaKMЦ).
Контроль качества тетрадей с форзацами. Тетради с приклеенными форзацами контролируют по следующим показателям качества: 1) величине отступа корешкового сгиба форзаца от корешкового сгиба тетради; 2) ширине склейки; 3) точности совмещения верхнего края форзаца с верхним краем тетради; 4) плотности приклейки окантовки.
Величина отступа форзацев от корешковых краев тетрадей является важнейшим показателем качества полуфабрикатов брошюровочно-переплетных процессов. С целью повышения прочности связи переплетной крышки с книжным блоком приклейку форзацев желательно производить без отступа, но такая приклейка возможна лишь при шитье тетрадей термонитями; при шитье блоков нитками отступ должен быть более 1 мм, так как диаметр прокалывающих игл ниткошвейных автоматов равен 2 мм. Технологическими инструкциями величина отступа установлена равной 1,5 мм с допуском +1 мм, так как возможное смещение тетрадей на качающемся столе ниткошвейных машин может привести к проколам сгиба форзацев, что бракует готовое книжное издание. Учитывая, что этот показатель определяет срок службы издания, допуск на величину отступа следует уменьшить до 0,5 мм. Измеряется величина отступа с помощью измерительной лупы ЛИ-3 (ГОСТ 8309) с ценой делений 0,1 мм. Измерительная линейка по ГОСТ 427-75, рекомендуемая технологическими инструкциями, для этой цели непригодна.
Ширина склейки форзацев с тетрадями также является важнейшим показателем качества, так как она определяет прочность склейки форзаца с тетрадью и переплетной крышки с блоком. Она должна быть 4 мм у тетрадей изданий малых форматов и 5 мм у тетрадей средних и больших форматов. Измерение следует производить у верхней и нижней кромок тетрадей, подсунув под форзац узкую цветную полоску бумаги, позволяющую определить край склейки.
Точности совмещения верхних краев форзацев и тетрадей по возможности должна быть полной, чтобы при обрезке блоков равнение происходило по верхнему торцу блоков, а не по кромкам форзацев, а верхние и нижние кромки форзацев полностью срезались вместе с кромками тетрадей блока. Окантовка тетрадей с форзацами должна быть приклеена плотно, без просветов у корешковых сгибов форзацев и тетрадей, так как это приводит к снижению прочности и долговечности книги.
6.1.3.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ СКЛЕЙКИ И ДОЛГОВЕЧНОСТЬ ФОРЗАЦЕВ
Прочность и долговечность книжных изданий в переплетной крышке во многом определяются прочностью форзацной бумаги и прочностью склейки форзацев с тетрадями. По исследованиям, проведенным в МГУП, прочность склейки и долговечность форзацев зависят от типа форзацев, прочности форзацной бумаги на излом и разрыв, наличия и вида окантовочного материала, величины отступа форзаца при приклейке, ширины склейки форзаца с тетрадью, положения клеевой полоски, наличия и вида клея на фальцах.
Тип форзацев. При испытаниях на долговечность (по числу многократных открываний переплетной крышки до разрушения форзаца на сгибе) наихудшие показатели имеют книжные издания с простыми приклейными форзацами. Окантовка форзацев бумагой для высокой печати № 1. пергамином и коленкором марки КОФ повышает показатель долговечности в 2-8 раз. Применение составных прошивных форзацев с тканевым фальчиком повышает показатель долговечности книг примерно в 20 раз.
Прочность форзацной бумаги. В испытаниях на прочность и долговечность книг наибольшее значение имеют показатели прочности бумаги форзацев на растяжение и к двойным перегибам. Увеличение толщины бумаги или ее поверхностной плотности в 1,3-1,6 раза дает примерно такое же повышение показателя долговечности книжных изданий.
Величина отступа. Показатель долговечности книжных изданий в наибольшей степени зависит от величины отступа форзацев от корешкового сгиба тетрадей. Если форзацы приклеивались к тетрадям без отступа, то в испытаниях на долговечность без натяжения книги выдерживали более 30 тыс. открываний без признаков разрушения форзацев. При величине отступа всего в 3,5 мм полный разрыв форзацев по сгибу происходит при первых циклах работы прибора (рис. 4.3 ). Минимальным отступ в 1,5 мм, оговоренный технологическими инструкциями, дает 2,5-3-кратное, а вместе с допуском в 1 мм - 9-14-кратное снижение долговечности.
Анализ траектории движения швейных инструментов при прошивании первой и последней тетрадей с приклейными форзацами, сделанный С.Н. Козловым (МПИ - МГУП), показал, что при отступе в 0,5 мм вероятность повреждения фальца форзаца первой тетради ничтожна, а при отступе в 1,0 мм полностью исключается. У последней тетради возникновение этого дефекта более вероятно, поэтому для его предупреждения отступ должен быть на 0,5 мм больше и быть равным 1,0 мм с допуском +0,5 мм.
При пользовании книгой быстрее изнашивается форзац первой тетради книжного блока, поэтому к первой тетради форзац следует приклеивать с минимальным отступом, а при приклейке к тетрадям, сшитым термонитями, и к блокам, сшитым потетрадно нитками, - и вовсе без отступа.
Положение клеевой полоски. Машинисты форзацприклеечных автоматов из опасения, что полоска клея может частично оказаться за пределами сгиба форзаца, и возможной склейки тетрадей на приемно-выводном устройстве, довольно часто клеевой ролик устанавливают слишком далеко от корешкового сгиба тетради. Такая практика недопустима, так как отступ клеевой полоски на уменьшение долговечности книги оказывает такое же влияние, как и отступ корешкового сгиба форзаца. Исследование, выполненное А.И. Дубасовым (МГУП) с применением макрофотографии [ ], позволило утверждать, что смещение клеевой полоски от корешкового края форзаца при изготовлении приклейных форзацев с окантовкой сводит на нет упрочняющий эффект окантовки, так как из-за образования своеобразного "воздушного мешка" между сгибами форзаца и окантовки склейки в этой зоне, испытывающей наибольшие нагрузки при пользовании книгой, не происходит.
Ширина склейки форзацев с тетрадями также оказывает значительное влияние на прочность связи переплетных крышек с книжными блоками и долговечность книжных изданий. По рекомендациям технологических инструкций она должна быть 4 мм у изданий малых и 5 мм у изданий средних и больших форматов с допуском 1 мм. Экспериментальная проверка влияния ширины склейки форзацев с тетрадями на ее прочность, выполненная в МГУП под руководством автора, подтвердила правильность этих рекомендаций: максимум прочности склейки форзацев с тетрадями на разрыв находится при ширине склейки в пределах 4-5 мм.
Вид клея на фальцах. Исследования, выполненные под руководством А.И. Дубасова, показали положительное влияние ПВАД и отрицательное - костного клея, применяемых при обработке сшитых книжных блоков, на прочность и долговечность связи переплетных крышек с блоками: наличие клеевой пленки ПВАД упрочняет фальцы тетрадей и форзацев, а костного - способствует быстрому их разрушению.
6.2.
Изготовление и присоединение вклеек
Иллюстрации, печатаемые отдельно от текста, в издательском деле называют вклейками, но в полиграфии такие иллюстрации классифицируют по способу и месту их присоединения к тетрадям. По этим показателям иллюстрации, печатаемые отдельно от текста, подразделяются следующим образом: 1) приклейки; 2) накидки; 3) вкладки; 4) вклейки в разъем тетради; 5) приклейки с окантовкой; 6) вклейки с разрезкой верхней или передней и верхней петель тетради; 7) приклейки на стержень; 8) приклейки на паспарту (рис. 4.4 ).
Термин "приклейка" означает, что иллюстрация приклеивается поверх тетради, к первой или к последней ее странице. Накидка - это четырех- или восьмистраничная тетрадь, накидываемая на тетрадь большего объема, а вкладка - вкладываемая в середину частично раскрытой тетради. Эти типы вклеек сравнительно просты по технологии присоединения к тетрадям, которое может осуществляться на форзацприклеечных или вкладочных автоматах, но в готовой книге они часто представляют неудобства для пользователя, так как располагаются далеко от связанного с ними текста. Вклейки с разрезкой петель позволяют помещать иллюстрации рядом с относящимся к ним текстом, но при этом пять основных операций - разрезка петли (или петель), раскрывание тетради на нужной странице, промазка иллюстрации полоской клея, приклеивание иллюстрации и закрывание тетради - выполняются только вручную. Приклейки на стержень, с окантовкой и на паспарту, по сравнению с первыми четырьмя видами вклеек сопровождаются увеличением числа деталей, клеевых полосок и ручных операций, поэтому их применяют только в факсимильных изданиях и изданиях подарочного типа, выпускаемых малыми и средними тиражами.
Все детали вклеек - иллюстрации, стержни, окантовка и паспарту - должны иметь только долевой раскрой, обеспечивающий минимальную деформацию склеиваемых материалов при увлажнении клеем и наиболее прочную их склейку. Приклейку иллюстраций на стержень выполняют в тех случаях, когда толщина бумаги вклеек 150 мкм и более. Для стержней применяется бумага поверхностной плотностью 80 . Приклейка на стержень может быть заменена биговкой корешкового края иллюстрации на расстоянии 6-7 мм от кромки.
Для паспарту применяется бумага поверхностной плотностью 160 и более, поэтому приклейка их на стержень или биговка обязательны. На паспарту, поступающих на операцию сборки и приклейки к тетради, должно быть заранее выполнено печатание или блинтовое тиснение рамки или уголков, облегающих точную приклейку иллюстрации. Приклейка иллюстраций на паспарту выполняется вручную клеевой полоской шириной 3-4 мм, которую наносят на тыльную сторону ее верхнего края. Для предохранения иллюстрации от загрязнения и повреждений к паспарту поверх иллюстрации приклеивают плюр - конденсаторную или папиросную бумагу поверхностной плотностью до 25 . При закраске обрезов заготовку плюра делают меньше формата издания на 10 мм.
6.3.
Комплектовка дробных частей листа
Широкое распространение с середины ХХ в. рулонных книжно-журнальных печатных машин, снабженных фальцаппаратами, позволяющими при трехсгибной комбинированной фальцовке с подборкой получать 32-страничные тетради удовлетворительного качества, привело к массовому применению в книжном производстве многообъемных тетрадей и вместе с тем значительному увеличению числа книг, имеющих дробные части бумажного листа. Так называют тетради, имеющие иное число страниц, чем основные тетради книжного блока: их объем (от 4 до 28 страниц) должен быть кратным четырем, так как дробные части листа в 2, 6, 10 и т.д. страниц не допускаются.
Дробные части листа весьма неудобны в допечатных и печатных процессах, так как требуют специального спуска полос, дублирования печатных форм, приводят к неполному использованию возможностей формного и печатного оборудования, сокращению прогонного тиража. В брошюровочно-переплетных процессах они требуют выполнения практически всех операций от сталкивания листов до присоединения дробной части к основным тетрадям блока. Наличие их в книжном блоке приводит к снижению плотности шитья и ширины склейки деталей блока, ухудшению качества механической обработки блоков и, как следствие, к быстрой потере формы корешка, значительному уменьшению прочности и срока службы книжного издания.
Для
уменьшения отрицательных последствий
на качество последующих полуфабрикатов
и готовых книг комплектовку дробных
частей листа рекомендуется делать так,
чтобы толщина сложных тетрадей ![]() в
книжных блоках была в пределах
в
книжных блоках была в пределах
![]()
где ![]() -
толщина простых тетрадей блока, мм.
-
толщина простых тетрадей блока, мм.
Четырехстраничные дробные части листа не рекомендуется оформлять как накидки и вкладки, так как это приводит к увеличению брака на операциях комплектовки и шитья блоков; их следует приклеивать поверх основных тетрадей блока или к 8- и 16-страничным дробным частям листа (табл. 4.1).
Таблица 4.1. Комплектовка дробных частей листа в блоке |
||
Объем дробной части листа, с. |
Объем основных тетрадей |
|
16 с. |
32 с. |
|
4 |
Приклейкой |
Приклейкой |
8 |
Самостоятельной тетрадью |
Накидкой |
12 |
4 с. приклейкой к 8 с.; ТСФ* |
4 с. - приклейкой + 8 с. - накидкой |
16 |
- |
Самостоятельной тетрадью |
20 |
- |
4 с.приклейкой к 16 с. |
24 |
- |
8 с. накидкой на 16 с.; ТСФ* |
28 |
- |
8 с. накидкой на 16 с. + 4 с. приклейкой к 32 с.; 12 с. накидкой на 16 с. |
*ТСФ - тетрадь специальной (комбинированной) фальцовки.
Восьмистраничные
дробные части листа могут быть
самостоятельными тетрадями, если блоки
комплектуются из 16-страничных тетрадей,
но если блоки состоят из 32-страничных
тетрадей, то они накидываются на
16-страничную дробную часть. Делить одну
32-страничную тетрадь в блоке на две
16-страничных, как это рекомендуется
технологическими инструкциями [
],
чтобы на одну из них сделать накидку,
нецелесообразно, так как при этом не
только увеличивается число тетрадей в
блоке, но и их различие по толщине,
которое из значения ![]() становится
двукратным. 12-страничные дробные части
листа могут комплектоваться как
4-страничные приклейки к 8-страничным
дробным частям листа или как самостоятельные
тетради, полученные трехсгибным
комбинированным вариантом фальцовки.
становится
двукратным. 12-страничные дробные части
листа могут комплектоваться как
4-страничные приклейки к 8-страничным
дробным частям листа или как самостоятельные
тетради, полученные трехсгибным
комбинированным вариантом фальцовки.
В книжных блоках, состоящих из 32-страничных тетрадей, 16-страничная дробная часть комплектуется самостоятельной тетрадью, а 20-страничная оформляется приклейкой 4-страничной тетради к 16-страничной дробной части листа. 24-страничная дробная часть оформляется накидкой 8-страничной дробной части на 16-страничную дробную часть или получается при четырехсгибной комбинированной фальцовке. Больше всего дополнительных операций требуют 28-страничные дробные части листа. В одном варианте изготавливается три малообъемных тетради (4-, 8- и 16-страничные), после чего 4-страничные приклеиваются к основным тетрадям, а 8-страничные накидываются на 16-страничные дробные части. В другом варианте изготавливаются две дробные части объемом в 12 и 16 страниц, из которых первые накидываются на вторые. Учитывая большие трудозатраты на изготовление 28-страничных дробных частей листа, их применения следует избегать еще на стадии подготовки издания к производству.
Дробные части листа рекомендуется размещать на третьей или четвертой тетради от конца блока или на их месте. Не следует их размещать в начале, в середине и в конце книжного блока, так как эти места испытывают наибольшие напряжения при пользовании книгой. В блоках, скрепленных швейным и швейно-клеевым способами, различная толщина тетрадей приводит к местным изменениям плотности шитья, различию в ширине их склейки, к быстрой потере прочности швейного и клеевого скрепления тетрадей блока при пользовании книгой.
6.4.
Технология изготовления тетрадей с вклейками и дробными частями листа
Состав технологических операций но изготовлению тетрадей с вклейками и дробными частями листа может быть значительно различным в зависимости от их конструкции и способа присоединения к тетрадям. Полный перечень операций по изготовлению этих сложных тетрадей включает следующие операции: 1) сталкивание оттисков; 2) подрезка и разрезка оттисков на части; 3) фальцовка; 4) разрезка верхнего или переднего и верхнего сгибов тетрадей; 5) присоединение иллюстрации или дробной части листа к основной тетради книжного блока приклейкой, накидкой или вкладкой; 6) прессование и упаковка сложных тетрадей. Большая часть перечисленных операций рассмотрена в разд. 3 учебника, поэтому здесь следует отметить лишь специфику выполнения рассмотренных ранее операций и изложить технологию присоединения новых конструктивных элементов книжного блока к его тетрадям.
Иллюстрации-вклейки и малообъемные (четырех- и восьмистраничные) дробные части листа в большинстве случаев печатают на малоформатных печатных машинах, так как использование печатных машин большого и двойного форматов требует дублирования печатных форм, сокращения прогонного тиража или неполного использования технологических возможностей печатного оборудования. В связи с этим подрезка, разрезка и фальцовка обычно выполняются на малоформатных резальных и фальцевальных машинах. После разрезки и фальцовки иллюстраций-вклеек и дробных частей листа размеры всех полноформатных деталей должны соответствовать формату основных тетрадей блока с отрицательным допуском на ширину и высоту до 2 мм.
Место расположения приклеек в книжном блоке не изменяется, если иллюстрацию или дробную часть листа приклеивать к последней странице предыдущей тетради или к первой странице следующей тетради. Но по ряду причин приклейку следует делать к началу тетрадей: такие тетради наладчицами подборочных машин не будут спутаны с другими, отличающимися лишь цифрами сигнатур и нормой; при выводе из самонаклада подборочной машины приклейки не будут оторваны присосками, отгибающими очередные тетради при их выводе на сборочный транспортер; приклейки к основным тетрадям блока будут сделаны точнее, если выравнивание склеиваемых деталей делается по их верхним кромкам; склейки односторонних иллюстраций будут произведены по оборотным сторонам долей, что улучшает их внешний вид. При приклейке деталей блока к последним страницам тетрадей и равнении их перед склейкой по нижним кромкам верхние кромки деталей могут оказаться ниже верхних кромок основных тетрадей и не будут срезаны при обрезке блоков.
Иллюстрации-вклейки, отпечатанные на мелованной и высококаландрированной бумаге, рекомендуется приклеивать с увеличенным до 3 мм отступом от корешкового края тетрадей, чтобы в процессе заклейки корешка блоков склейка происходила между фальцами тетрадей, а не между тетрадью и приклейкой, так как склейка однородных материалов (аутогезия) всегда прочнее, чем склейка разнородных (см. подразд. 3.2.5).
На малых полиграфических предприятиях, если объем работы по присоединению иллюстраций-вклеек и дробных частей листа не превышает 7,5-15 тыс. экземпляров в смену, операций приклейки, накидки и вкладки выполняют вручную. При ручной приклейке деталей обычно используется крахмальный клей с большим открытым временем, позволяющий наносить клеевые полоски сразу на несколько десятков заготовок. Операция приклейки выполняется в наклонном уголке, обеспечивающем выравнивание склеиваемых деталей по корешковым и верхним кромкам. На крупных полиграфических предприятиях для этих работ успешно применяются универсальные форзацприклеечные автоматы KB (фирма "Колбус", Германия), VEA-400 и VEA-520 (фирма "Хункеллер", Швейцария) и ТП-320-4М (Харьковский ЗПМ, Украина). Трехзначные цифры в марках этих машин означают максимальную высоту (длину по корешку) обрабатываемых деталей. Максимальная техническая скорость этого оборудования равна 100-130 цикл/мин. При работе на автоматах применяют быстросхватывающие клеи - поливинилацетатную дисперсию или клеевую композицию ПВАД с NaKMЦ.
Контроль качества тетрадей с вклейками и дробными частями листа. Брошюровщик или машинист форзацприклеечного автомата перед укладкой тетрадей с вклейками и дробными частями листа в фуры или перед прессованием и обвязкой контролирует их качество по следующим показателям: величине отступа кромки приклеек от корешкового сгиба тетради; ширине склейки; точности совмещения верхнего края приклейки и вклейки с верхним краем тетради. Точность приклейки иллюстрации на паспарту сравнивается с утвержденным эталоном. Отклонения в положении приклеек не должны превышать 1 мм.
Размерные показатели качества приклеек контролируются металлической линейкой с ценой деления 1 мм.