

Выбор способа сварки
При выполнении сварных соединений продольных стыков обечаек, а также кольцевых швов обечаек с днищами, вследствие протяженности сварных соединений, заводских условий изготовления, серийного типа производства, для повышения производительности труда, сокращения затрат времени на сборочно-сварочные работы, уменьшения расхода энергии и сварочных материалов целесообразно применение автоматической сварки под флюсом.
Автоматическая сварка под флюсом является наиболее производительным по сравнению с другими способами сварки, обеспечивает высокое качество и стабильность свойств сварного соединения, обладает более низким, чем при ручной дуговой сварке, расходом сварочных материалов и электроэнергии. К недостаткам способа относится возможность сварки только в нижнем положении.
Сварку дополнительных частей и приварку их корпусу емкости, вследствие невозможного конструктивного применения автоматической сварки под флюсом, рекомендуется выполнять механизированной сваркой в углекислом газе.
Механизированная сварка в среде защитных газов обладает практически такой же мобильностью, как и ручная дуговая, но обеспечивает большую производительность, не образует на поверхности металла шва шлаковой корки, при сварке образуется более узкая зона термического влияния. К недостаткам способа следует отнести необходимость дополнительного оборудования: механизмов для подачи проволоки, газовых баллонов; влияние квалификации сварщика на качество шва также значительно.
Выбор сварных соединений
Согласно ГОСТ 8713-79 выбираем типы, конструктивные элементы и размеры сварных швов
Конструктивные элементы сварного соединения №1 его размеры и предельные отклонения должны соответствовать указанным в табл. 1.10.
Таблица 1.10
Схема сварного соединения №1
Тип соединения по ГОСТ |
|
Конструктивные элементы |
s = s1,мм |
b,мм |
e,мм, не более |
g,мм |
|||
ГОСТ 8713-79-C4-АФм |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
||
|
|
6 |
2,0 |
+1,0 |
21 |
2,0 |
+1,0 - 2,0 |
||


Конструктивные элементы сварного соединения №2 его размеры и предельные отклонения должны соответствовать указанным в табл. 1.11.
Таблица 1.11
Схема сварного соединения №2
Тип соединения по ГОСТ |
|
Конструктивные элементы |
s = s1,мм |
b,мм |
e,мм, не более |
g,мм |
|||
ГОСТ 8713-79-C4-АФм |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
||
|
|
6-8 |
2,0 |
+1,0 |
21-26 |
2,0 |
+1,0 - 2,0 |
||
Конструктивные элементы сварного соединения №3 его размеры и предельные отклонения должны соответствовать указанным в табл. 1.12.
Таблица 1.12
Схема сварного соединения №3
Тип соединения по ГОСТ |
|
Конструктивные элементы |
s = s1,мм |
b,мм |
e,мм, не более |
g,мм |
|||
ГОСТ 8713-79-C4-АФм |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
||
|
|
8 |
2,0 |
+1,0 |
26 |
2,0 |
+1,0 - 2,0 |
||
Согласно ГОСТ 14771-76 выбираем типы, конструктивные элементы и размеры сварных швов
Конструктивные элементы сварного соединения №4 их размеры и предельные отклонения должны соответствовать указанным в табл. 1.13.
Таблица 1.13
Схема сварного соединения №4
Тип соединения по ГОСТ |
Конструктивные элементы |
|
b, мм |
|
|
a, град ± 2° |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||
ГОСТ 14771-76- Т6-УП |
|
|
6-8 |
0± 1,0 |
1,0± 1,0 |
8-12± 2 |
45 |
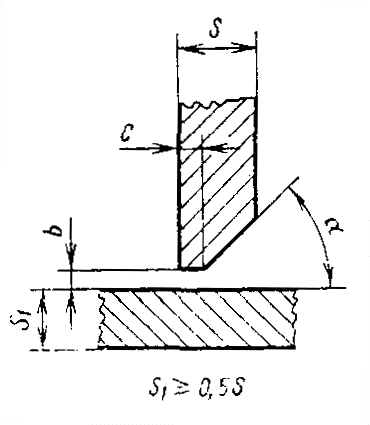

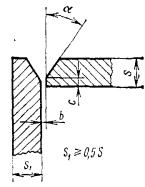
Конструктивные элементы сварных соединений №5,6 его размеры и предельные отклонения должны соответствовать указанным в табл. 1.14.
Таблица 1.14
Схема сварных соединений №5,6
Тип соединения по ГОСТ |
Конструктивные элементы |
s = s1,мм |
b, мм |
|
|
a, град ± 2° |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||
ГОСТ 14771-76- У9-УП |
|
|
6 |
1,0± 1,0 |
1,0± 1,0 |
10± 2 |
20 |
Конструктивные элементы сварных соединений №:9,10,11,12,14,15,16,17, 18,19,20,21,22 их размеры и предельные отклонения должны соответствовать указанным в табл. 1.15.
Таблица 1.15
Схема сварных соединений №:9,10,11,12,14,15,16,17,18,19,20,21,22
Тип соединения по ГОСТ |
Конструктивные элементы |
|
b, мм |
|
|
a, град ± 2° |
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||
ГОСТ 14771-76- Т6-УП |
|
|
6 |
0± 1,0 |
1,0± 1,0 |
8± 2 |
45 |
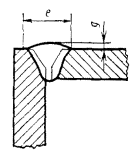
Конструктивные элементы сварных соединений №:7,23,24,25,26,27 их размеры и предельные отклонения должны соответствовать указанным в табл. 1.16.
Таблица 1.16
Схема сварных соединений №:7,23,24,25,26,27
Тип соединения по ГОСТ |
Конструктивные элементы |
s |
b |
|||
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
|||
ГОСТ 14771-76- Н1-УП |
|
|
6 |
0 |
+1,0 |
|

Конструктивные элементы сварных соединений №:29,30,31,32 их размеры и предельные отклонения должны соответствовать указанным в табл. 1.17.
Таблица 1.17
Схема сварного соединения №:29,30,31,32
Тип соединения по ГОСТ |
Конструктивные элементы |
s = s1 |
b |
e, не более |
g |
|||
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
|||
ГОСТ 14771-76- С17-УП |
|
|
6 |
1,0 |
± 1,0 |
8,0 |
1,0 |
± 1,0 |


Согласно ГОСТ 11533-75 выбираем типы, конструктивные элементы и размеры сварных швов
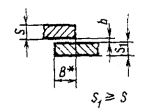
Конструктивные элементы сварных соединений №:8,13,28 их размеры и предельные отклонения должны соответствовать указанным в табл. 1.18.
Таблица 1.18
Схема сварного соединения №:8,13,28
Тип соединения по ГОСТ |
Конструктивные элементы |
s |
b |
e, не более |
g |
|||
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
|||
ГОСТ 11533-75- У1-Ас;Пс |
|
|
Св. 6 до 8 |
2,0 |
± 1,0 |
21 |
1,5 |
± 1,0 |

