

Поля допусков в единой системе допусков и посадок.
Поле допуска образуется сочетанием основного отклонения с величиной допуска, какого либо квалитета. Обозначается поле допуска буквой, указывающей на основное отклонение и цифрой, указывающей на номер квалитета (H7 – поле допуска по 7-у квалитету; k6).
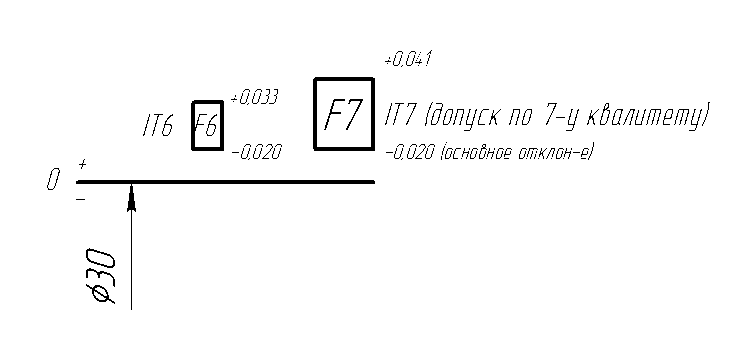
Основное отклонение ES=EI+IT7=0,020+0,021=0,041. Возможно любое сочетание основного отклонения с величиной допуска по любому квалитету, однако это неприемлемо по экономическим соображениям. Для облегчения (ограничения) применения полей допусков установлены отборы полей допусков, которые подразделяются на основной и дополнительный. К основному отбору полей допусков для вала относятся 82 поля допуска и 72 поля допуска отверстия. Из основного отбора выделены предпочтительные поля допусков 17 для вала и 10 для отверстия.
Порядок выбора полей допусков.
Необходимо выбирать из предпочтительного ряда, т.к. для этих полей допусков серийно изготавливаются размерные режущие (сверло, зенкер, развертка, протяжка) и мерительные (калибр, контрольные меры) инструменты. Если по конструктивным соображениям невозможно подобрать поля допусков из предпочтительного ряда, тогда можно использовать основной отбор и только в специальных, особых, технически обоснованных случаях допускается использовать дополнительный отбор.
Обозначение полей допусков на чертежах.
Обозначение полей допусков состоит из номинального размера, основного отклонения и N квалитета (Ø50H7 – для сборочных чертежей и общего вида; Ø50H7(+0,021), Ø50+0,021 – для рабочих чертежей. Эти размеры указываются на сопрягаемых соединениях. Над основной надписью указываются неуказанные предельные отклонения:
отверстий по H14; валов по h14; остальных ±IT14/2;
или неуказанные предельные отклонения размеров H14, h14, остальных ±IT14/2.
Посадки.
Посадки образуются сочетанием полей допусков отверстия и вала. Разрешается 3 варианта обозначения посадок на чертежах:
1)
 – для ручных чертежей;
– для ручных чертежей;
2) Ø50H7/k6 – для электронных чертежей;
3) Ø50H7-k6 – иностранные чертежи.
В ЕСДП выделены 69 основных посадок в системе отверстия и 61 посадка в системе вал. Из числа основных выделены предпочтительные 17 посадок в системе отверстия и 10 в системе вала. Порядок выбора посадок такой же, как и в допусках.
7) Температура измерения. За стандартную температуру принимается температура равная 20 ºС.
Методы выбора посадок.
1) Метод аналогов, заключается в том, что при конструировании машин, узлов, деталей конструктор назначает посадку по аналогии с известной, хорошо зарекомендовавшей себя посадкой.
2) Расчетный метод. В данном методе зазоры или натяги назначаются исходя из конкретных условий нагружения детали.
Назначение и выбор посадок с зазором.
Посадки с зазором предназначены для подвижных и неподвижных соединений.
В подвижных – зазор обеспечивает свободу перемещения размещения слоя смазки обеспечивает компенсацию температурных деформаций, а так же компенсацию отклонения формы и расположения отверстия, погрешности сборки.
Посадки при обеспечении свободного перемещения.
1) H/h – скользящая посадка, наименьший зазор = 0 во всем диапазоне точностей (5-12). Предпочтительная посадка H7/h6 – для пар с точным центрированием и точным направлением осевого перемещения.
2) H/g – посадки движения.
Система посадок на резьбовые соединения.
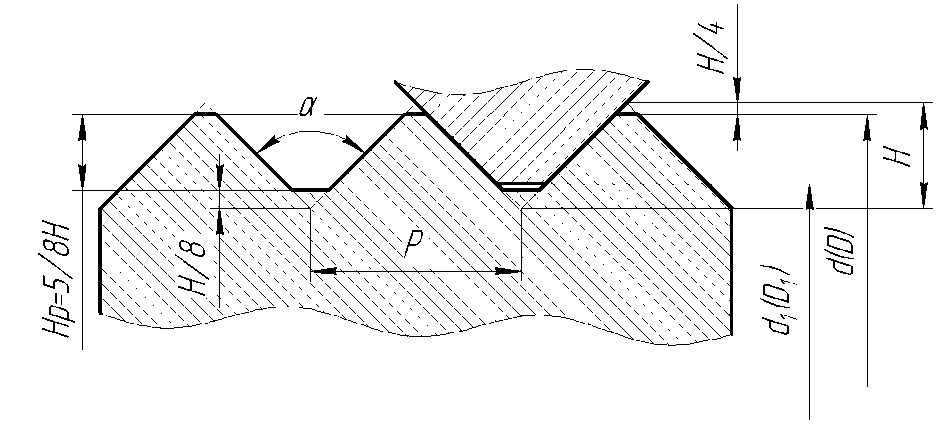
h – высота исходного профиля;
P – шаг резьбы;
d2(D2) – средний диаметр;
α – угол;
Ph – ход резьбы (Ph = P*k);
k – количество заходов.
Допуски и посадки на резьбовые соединения с зазором.
Посадки резьбовых соединений определяются, в основном, характером соединений по боковым сторонам профиля, расположение полей допусков наружного и внутреннего диаметра исключают возможность возникновения натяга по вершинам и впадинам резьбы.
Основные отклонения у наружной резьбы обозначаются строчными (малыми буквами), у внутренней – большими. Для образования внутренних резьбовых посадок зазором используют 4 посадки E,F,G,H и 5 основных отклонений у наружной резьбы d, e, f, g, h. Поле допуска обозначается следующим образом: цифра указывает степень точности, на втором месте буква, указывает на основное отклонение (6H, 7G, 6g, 6f). H/h – посадка с нулевым гарантированным зазором для резьбовых соединений без покрытий.
H/g – посадка с нулевым гарантированным зазором для резьбовых соединений c покрытием. Все остальные поля допусков применяются для посадок с зазорами для обеспечения легкости ввинчивания при небольшом загрязнении, при нанесении антикоррозионных покрытий и при значительных температурах.