

Неразъемные соединения
Вид соединения |
Эскиз типового соединения |
Область применения |
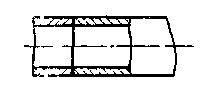
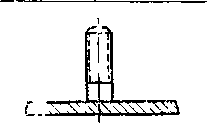
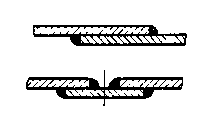
Прессовая сварка |
|
Стыковка стальных труб. Удлинение прутковых заготовок |
|
Крепление шпилек, штифтов и стержней на кожухах и корпусах |
|
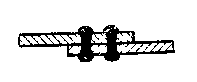
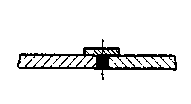
Соединение на электрозаклепках |
|
Крепление деталей из профильного проката с листами. Соединение листов внахлестку без герметизации швов |
Вид соединения |
Эскиз типового соединения |
Область применения |
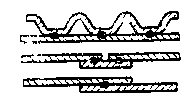
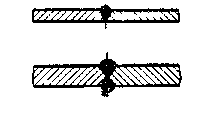
Точечная сварка |
|
Соединение деталей из тонколистовых материалов без герметизации швов |
Шовностыковая сварка |
|
Соединение деталей из тонколистовых металлических материалов с образованием шва без валика. Стыковая сварка листовых пластмасс |
Сварка с оплавлением |
|
Соединение деталей из тонколистовых металлических материалов газовой или электродуговой сваркой угольными электродами |
Стыковое соединение |
|
Соединение деталей из листовых материалов электродуговой и газовой сваркой с образованием герметичного шва. Образование продольных и поперечных швов в обечайках. Приварка к обечайкам днищ и крышек |
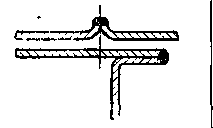
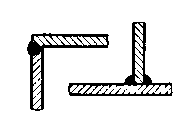
Угловое соединение |
|
Соединение деталей газовой или электродуговой сваркой с образованием герметичного шва. Приварка к корпусам аппаратов штуцеров, фланцев, лап, крюков. Крепление труб в трубных решетках |
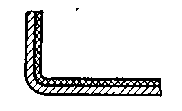
Соединение внахлестку |
|
Соединение деталей газовой или электродуговой сваркой с образованием герметичного шва. Приварка к корпусам бандажей, воротников, бортшайб и колец |
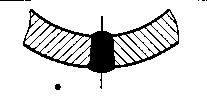
Стыковое толстостенное соединение |
|
Электрошлаковая сварка корпусов высокого давления |
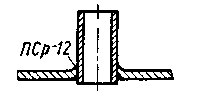
Соединение на пайке внахлестку |
|
Крепление на корпусах аппаратов небольших штуцеров, бортшайб и патрубков твердыми припоями с образованием герметичного шва |
Вид соединения |
Эскиз типового соединения |
Область применения |
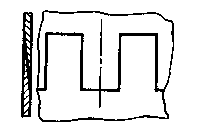
Соединение на пайке в зубец |
|
Пайка твердыми припоями деталей из листовой меди с образованием герметичного шва. Образование продольных швов обечаек, предназначенных для последующей зиговки и отбортовки |
Клеевое соединение |
|
Соединение отдельных элементов составных прокладок. Соединение листовых пластмасс |
|
Обклейка корпусов аппаратов листовыми пластмассовыми материалами. Гуммирование |
|
Заклепочное соединение |
|
Соединение деталей из листовых материалов внахлестку без герметизации швов |
|
Соединение деталей из тонколистовых материалов внахлестку без герметизации швов |
|
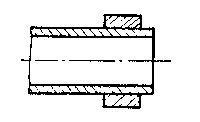
Соединение на прессовой посадке |
|
Крепление па корпусах бандажей и колец |
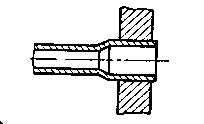
Соединение на развальцовке |
|
Крепление труб в трубных решетках |
нанесенной на их сопрягаемые поверхности, либо с помощью вспомогательных крепежных деталей: болтов, винтов, шпилек и гаек.
По первому способу соединяются навертные фланцы с трубами, крышки с корпусами высокого давления, арматура, укрепляемая на штуцерах, и некоторые другие детали. Крепежные детали применяют для крепления в корпусах съемных деталей для соединения отдельных элементов опор, каркасов и кожухов, для соединения крышек с трубными решетками и, главным образом, для крепления фланцевых соединений.
Фланцевые соединения. Фланцевые соединения (фиг. 107) являются наиболее распространенными разъемными соединениями, применяемыми в аппаратах.
Фланцы соединяются с помощью болтов, шпилек и гаек.
Герметичность соединения достигается установкой прокладок. Материалом для прокладок могут служить техническая
р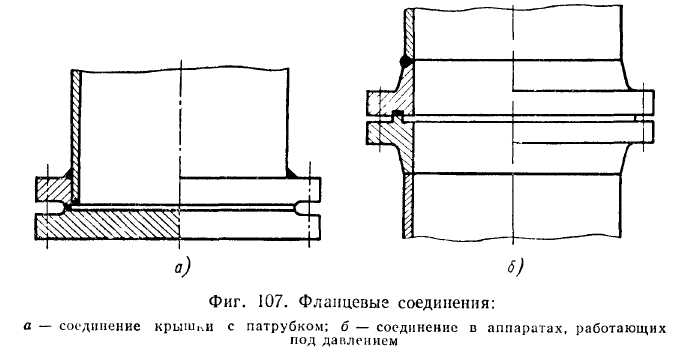 езина
(ГОСТ 7338-55), паронит (ГОСТ 481-58), картон
(ГОСТ 9347-60), картон
асбестовый (ГОСТ 2850-58) прокладки
гофрированные асбо-алюминиевые
и асбостальные, подбираемые
но нормалям
езина
(ГОСТ 7338-55), паронит (ГОСТ 481-58), картон
(ГОСТ 9347-60), картон
асбестовый (ГОСТ 2850-58) прокладки
гофрированные асбо-алюминиевые
и асбостальные, подбираемые
но нормалям
 НИИХИММАШа,
а также пластикат,
фибра, кожа, полихлорвинил, фторпласт,
медь, свинец, алюминий.
НИИХИММАШа,
а также пластикат,
фибра, кожа, полихлорвинил, фторпласт,
медь, свинец, алюминий.
Асбоалюминиевые и асбостальные прокладки состоят из асбестового картона, заключенного в оболочку из гофрированной по концентрическим окружностям тонколистовой малоуглеродистой стали или алюминия.
Материал для прокладок выбирают в зависимости от условий работы соединения — температуры и давления рабочей среды.
В табл. 35 приводятся данные по применению отдельных прокладочных материалов.
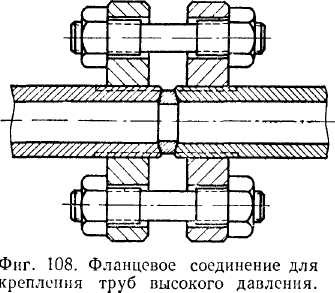
Для соединения между собой труб высокого давления (фиг. 108) применяют прокладки в виде сферических линз, устанавливаемых в конусные выточки торцов труб. Линзы изготовляют из отожженной меди или алюминия.
Таблица 35
Области применения отдельных прокладочных материалов
Наименование материалов прокладок |
Область применения |
||
Рабочая среда |
Предельная температура в °С |
Предельное рабочее давление в am |
|
Резина Паронит
Картон технический Картон асбестовый Асбометаллическое армированное волокно Фибра Кожа Полихлорвинил Медь Свинец Алюминий Фторопласт IV |
Вода, воздух Вода, пар, кислоты, щелочи Вода, масло Пар, горячие газы
Горячие газы Бензин, керосин, кислоты Вода, воздух Кислоты Вода, воздух Кислоты Пар, масло Кислоты, щелочи, органические соединения |
60 450
40 450
150 80 70 60 250 100 300 80 |
6 75
10 1,5
-- 10 10 40 220 2 60 10 |
У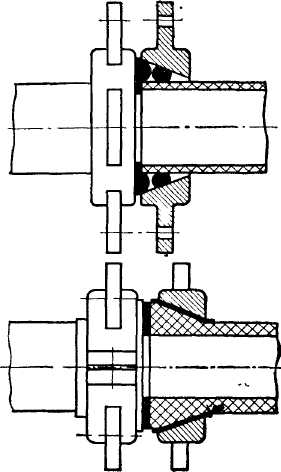 плотнение
линзового
сопряжения достигается благодаря
усилиям, возникающим во
время стягивания болтами или шпильками
фланцев, навернутых на резьбовые
концы труб. Поверхность конусной
выточки в трубах должна быть
обработана по 7—8-му классу чистоты.
плотнение
линзового
сопряжения достигается благодаря
усилиям, возникающим во
время стягивания болтами или шпильками
фланцев, навернутых на резьбовые
концы труб. Поверхность конусной
выточки в трубах должна быть
обработана по 7—8-му классу чистоты.
На фиг. 109 показаны два типа соединений, применяемых для стыковки стеклянных и керамических труб. В первом типе соединений, кроме торцовых прокладок, между внутренней конусной поверхностью фланцев и поверхностью труб устанавливают круглые резиновые прокладки, обеспечивающие эластичность и прочность крепления при затяжке фланцев болтами. Во втором типе соединений фланцы изготовляют в виде двух половинок, скрепляемых между собой после установки на конический краевой участок керамической трубы.
Соединения на пайке. Пайкой называется процесс соединения металлических деталей, находящихся в твердом состоянии, с помощью расплавленного металла, имеющего более низкую температуру плавления. Во время пайки форма и размеры деталей, структура основного металла и его химический состав остаются неизменными.
Пайка может применяться почти для всех марок черных и цветных металлов, известных в технике. Целесообразно применять пайку в тех случаях, когда необходимо соединить между собой детали, изготовленные из различных металлов, например, из латуни и стали, из меди и нержавеющей стали и т. п.
Присадочные материалы, употребляемые для пайки, называют припоями. Припои должны обладать хорошей пластичностью при нормальных температурах, быть достаточно жидкотекучими в расплавленном состоянии, обеспечивать полное смачивание спаиваемых поверхностей, обладать устойчивостью против коррозии, иметь коэффициент линейного расширения равный коэффициенту линейного расширения деталей, быть по возможности недефицитными и дешевыми.
Все припои разделяют на две группы:
а) мягкие припои с температурой плавления ниже 400° С и пределом прочности при растяжении 5—7 кг/мм2;
б) твердые припои с температурой плавления выше 550° С и пределом прочности при растяжении до 50 кг/мм2.
В качестве мягких припоев чаще всего применяют олово, свинец и главным образом сплавы олова и свинца с небольшим количеством сурьмы. Для очень низких температур пайки (150—170° С) создают сплавы, в которые входят олово, свинец, висмут и кадмий.
Чистое олово имеет две модификации: обычное белое олово — ; серое олово— . При низких температурах белое олово переходит в серое, превращаясь в мелкий порошок. Этот переход сопровождается большими объемными изменениями и называется «оловянной чумой»; наблюдается при хранении олова при низких температурах. Скорость перехода белого олова в серое возрастает с повышением чистоты олова. Добавка примесей (в частности, добавка 0,5% Bi) полностью предотвращает «оловянную чуму».
В табл. 36 приведены характеристики некоторых мягких припоев.
Неразъемные соединения можно получить пайкой твердыми припоями (табл. 37).
Различают тугоплавкие твердые припои с температурой плавления 875—1100° С (медные и медноцинковые) и легкоплавкие с температурой плавления 550—875° С (серебряные, меднофосфористые и алюминиевые).
Прочным и пластичным тугоплавким припоем является чистая медь, однако температура плавления ее очень высокая, поэтому ее применяют только для пайки стальных изделий.
Таблица 36