

Глава 5. Основные этапы изготовления печатных плат
5.3.1. Сверление монтажных и переходных отверстий
Важнейшими факторами, влияющими на качество сверления, являются:
конструкция сверлильного станка;
геометрия и материал сверла;
точность позиционирования;
конструкция сверлильных головок;
способ закрепления ПП на столе сверлильного станка;
скорость резания;
подача осевая при сверлении и обратном ходе сверла;
способ удаления стружки и пр.
Рассмотрим подробнее некоторые из этих факторов. Конструкция сверлильного станка. Станок для сверления ПП состоит из следующих основных узлов (рис. 5.22):
жесткой рамы из гранитной плиты — основания;
двухкоординатного стола, перемещение по осям X и Y которого осуществляется с помощью прецизионных воздушных подшипников;
приводов координатных перемещений;
современного программного управления (ПУ) типа CNC, что обеспечивает безвибрационное позиционирование с максимально возможной точностью (±0,005) мм;
сверлильных головок с многопозиционностью при вертикальном перемещении по оси Z (шпиндели с воздушными подшипниками);
системы линейных измерений.
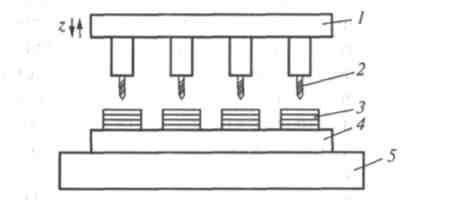
Рис. 5.22. Схема сверлильного станка: / — поперечный суппорт; 2 — сверло; 3 — пакеты заготовок ПП; 4 — двухкоординатный стол; 5 — основание (гранитная плита)
Многошпиндельные станки с ПУ обеспечивают высокое качество и точность обработки отверстий, что очень важно для их последующей металлизации.
В настоящее время используются следующие системы управления типа CNC: «Шмолл-12»; «Зиб энд Майер CNC 35,00"»; «Зиб энд Майер CNC 45,00"».
Система управления CNC осуществляет:
прямое управление в режиме диалога в реальном и нереальном масштабе времени;
хранение нескольких программ в различных форматах;
редактирование программ в процессе работы;
Получение монтажных и переходных отверстий
обработку таких форматов как «Экселлон I и II», «Позалюкс», «Вес-сел» и др.;
управление перемещением по оси Z;
оптическое отображение ошибок и сбоев в работе.
В программах для сверления монтажных и переходных отверстий предусмотрено также:
сверление тестовых отверстий на технологическом поле для проверки качества, размера отверстий, заточенности сверла;
автоматическая смена инструмента и программирование подачи, числа оборотов и скорости обратного хода;
программирование по оси Z;
совместимость со всеми форматами и кодированиями и пр.
При сверлении используются шпиндели с жидкостным охлаждением с воздушными подшипниками «Вестуинд», например, модель W320-10 с воздушным подшипником; «Пресайз», например, модель ASC33 с воздушным подшипником.
Система контроля за состоянием инструмента со световым барьером контролирует: взятие инструмента из магазина с его возвращением; выход инструмента из строя.
Для охлаждения сверла во время сверления на него из форсунки направляется тонкая струя воздуха.
При крупносерийном и массовом производстве ПП осуществляется автоматизированное перемещение заготовок ПП от станка к станку.
Заготовки ПП, собранные в пакеты по три и более штук, заштифтован-ные или нет, базируют на рабочем столе сверлильного станка. Заготовки с малым диаметром отверстий (менее 0,3 мм) сверлят по две и, даже, по одной. Сверху и снизу заштифтованных пакетов находятся листы гетинакса или алюминия для повышения качества сверления: для исключения отрыва фольги при входе и выходе сверла и пр. Алюминиевый материал верхней заготовки действует как втулка для входа сверла под углом 90°, уменьшает заусенцы при сверлении, а также как теплоотвод для предотвращения нагрева и наволакивания смолы на стенки отверстия.
Схема пресса для заштифтовки приведена на рис. 5.23.
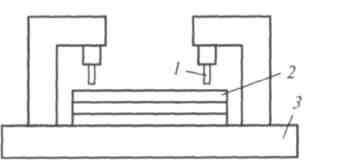
Рис. 5.23. Схема пресса для заштифтовки пакета заготовок ПП перед сверлением: / — штифт; 2 — пакеты заготовок ПП; 3 — основание
Сверлильные станки снабжены механизмом автоматической смены сверл по программе после сверления определенного количества отверстий или после запрограммированного числа рабочих ходов, что гарантирует поддержание сверла в заточенном состоянии. Благодаря механизму смены инструментов в магазине для каждой сверлильной головки может хранить-