

Глава 5. Основные этапы изготовления печатных плат
Пример сравнительного расчета трудоемкости для разных способов получения заготовки см. Приложение П.4.
Таблица 5.20. Нормы оперативного времени 7опер при сверлении базовых и технологических отверстий в заготовках из фольгированного стеклотекстолита на сверлильных станках
Диаметр отверстий, мм, до |
Норма оперативного времени Гомср, мин |
|||||||||||
Частота вращения шпинделя, об/мин |
||||||||||||
2000 |
5000 |
6000 и выше |
||||||||||
Толщина заготовки, мм до |
||||||||||||
1,5 |
2,5 |
3,5 |
5,0 |
1,5 |
2,5 |
3,5 |
5,0 |
1,5 |
2,5 |
3,5 |
5,0 |
|
1,5 |
0,047 |
0,049 |
0,062 |
0,078 |
0,034 |
0,042 |
0,052 |
0,064 |
0,033 |
0,041 |
0,044 |
0,062 |
2,0 |
0,034 |
0,040 |
0,048 |
0,059 |
0,033 |
0,040 |
0,048 |
0,058 |
0,032 |
0,039 |
0,047 |
0,057 |
2,5 |
0,032 |
0,037 |
0,043 |
0,053 |
0,031 |
0,036 |
0,042 |
0,052 |
0,030 |
0,035 |
0,040 |
0,050 |
4,0 |
0,031 |
0,036 |
0,042 |
0,050 |
0,030 |
0,035 |
0,041 |
0,049 |
0,029 |
0,034 |
0,039 |
0,048 |
Таблица 5.21. Время сверления одного отверстия в заготовках из фольгированного стеклотекстолита сверлами из твердых сплавов ВК6М и ВК8М
Диаметр отверстий, мм, до |
Норма оперативного времени Гопер, мин |
|||||||||||
Частота вращения шпинделя, об/мин |
||||||||||||
2000 |
5000 |
6000 и выше |
||||||||||
Толщина заготовки, мм до |
||||||||||||
1,5 |
2,5 |
3,5 |
5,0 |
1,5 |
2,5 |
3,5 |
5,0 |
1,5 |
2,5 |
3,5 |
5,0 |
|
1,5 |
0,034 |
0,042 |
0,053 |
0,065 |
0,028 |
0,033 |
0,043 |
0,053 |
0,026 |
0,032 |
0,040 |
0,051 |
2,0 |
0,026 |
0,033 |
0,040 |
0,049 |
0,026 |
0,031 |
0,040 |
0,048 |
0,025 |
0,031 |
0,038 |
0,048 |
2,5 |
0,027 |
0,031 |
0,036 |
0,044 |
0,025 |
0,030 |
0,036 |
0,044 |
0,024 |
0,030 |
0,036 |
0,044 |
4,0 |
0,026 |
0,030 |
0,035 |
0,042 |
0,024 |
0,029 |
0,035 |
0,042 |
0,023 |
0,029 |
0,035 |
0,042 |
5.3. Получение монтажных и переходных отверстий
В производстве ПП применяют следующие способы получения монтажных и переходных отверстий:
механический (сверление на станках с ПУ);
пробивка (для отверстий не подлежащих в дальнейшем металлизации);
лазерное сверление (для отверстий малого диаметра, в том числе глубоких и глухих);
фотолитография;
воздействие плазмы.
Наиболее широко применяют сверление и пробивку (рис. 5.21).
Из-за низкой степени штампуемости слоистых пластиков операцию штамповки целесообразно применять в крупносерийном и массовом производстве при пробивке монтажных и переходных отверстий, если в даль-
Получение
монтажных и переходных отверстий 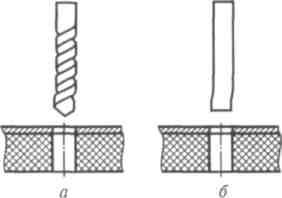
Рис. 5.21. Получение монтажных и переходных отверстий: а — сверление; б — пробивка
нейшем отверстия не подвергаются металлизации. В остальных случаях целесообразно применять сверление.
Операция сверления является одной из наиболее ответственных в производстве ПП так как:
она обеспечивает качество получения токопроводящего слоя в отверстиях путем их металлизации, от которой зависит точность и надежность электрических параметров ПП;
она обеспечивает точность совмещения токопроводящих рисунков схемы, расположенных на противоположных сторонах ДПП или разных слоях МПП;
брак на этой операции является необратимым.
В связи с этим к качеству выполнения отверстий предъявляются следующие требования:
цилиндрические отверстия должны быть с гладкими стенками;
отверстия должны быть без заусенцев;
предельные отклонения центров отверстий относительно узлов координатной сетки должны составлять (±0,015) мм;
не должны иметь место деструкция диэлектрика в отверстиях и размазывание (наволакивание) смолы по стенкам отверстий, поскольку это препятствует осаждению меди и приведет к разрыву электрической цепи;
точность сверления отверстий должна быть порядка (±0,005)" или 0,003".
Диаметр отверстий под металлизацию должен быть примерно на 0,005" больше, чтобы скомпенсировать толщину осаждаемых меди и металлорези-ста. Сложность выполнения операции сверления связана с обработкой в одном технологическом цикле различных по свойствам материалов, таких как медь, алюминий, стекловолокно, смола и других, для каждого из которых требуются разные режимы обработки и существует большое количество факторов, влияющих на качество полученных отверстий.
Кроме того, повышение плотности монтажа, уменьшение ширины проводников, широкое внедрение технологии поверхностного монтажа, МПП с числом слоев более 50-ти приводит к необходимости получения глубоких микроотверстий (0 0,1...0,3 мм) при отношении d/H= 1 : 10 и менее, а также глухих отверстий в МПП. Поэтому все больше ужесточаются требования к оборудованию и технологии их изготовления.