

2.4 Выбор защитно-декоративного покрытия
Почему важно покрывать изделия защитно-декоративными покрытиями?
Во-первых, древесина, как «живой» материал, требует особого отношения и особой защиты: даже в отлично высушенном дереве есть смола, древесина чутко реагирует на изменения влажности и температуры – может существенно сужаться и расширяться. Во-вторых, древесина – материал натуральный и красивый, поэтому еще одной задачей лакокрасочных материалов и покрытий является вопрос эстетического представления структуры и рисунка древесины в наилучшем виде, сохранения очарования даже в объектах причудливой формы и назначения. В-третьих, древесину можно без преувеличения назвать уязвимым материалом. Она мягкая – и поэтому ее легко поцарапать, отколоть кусочек.
Для разрабатываемого комплекта детской мебели используют лак для мебели Kiva TIKKURILA глянцевый. Он применяется для лакировки мебели, например, столов, стульев, книжных шкафов и т.д., а также детских игрушек, панельных стен, потолков и других деревянных поверхностей. Лак создает на деревянной поверхности твердую, устойчивую к истиранию водоотталкивающую пленку.
3. Технологический раздел
3.1 Технологический процесс изготовления деталей изделия
Ножка задняя (КР 002 001 001, рис.12)
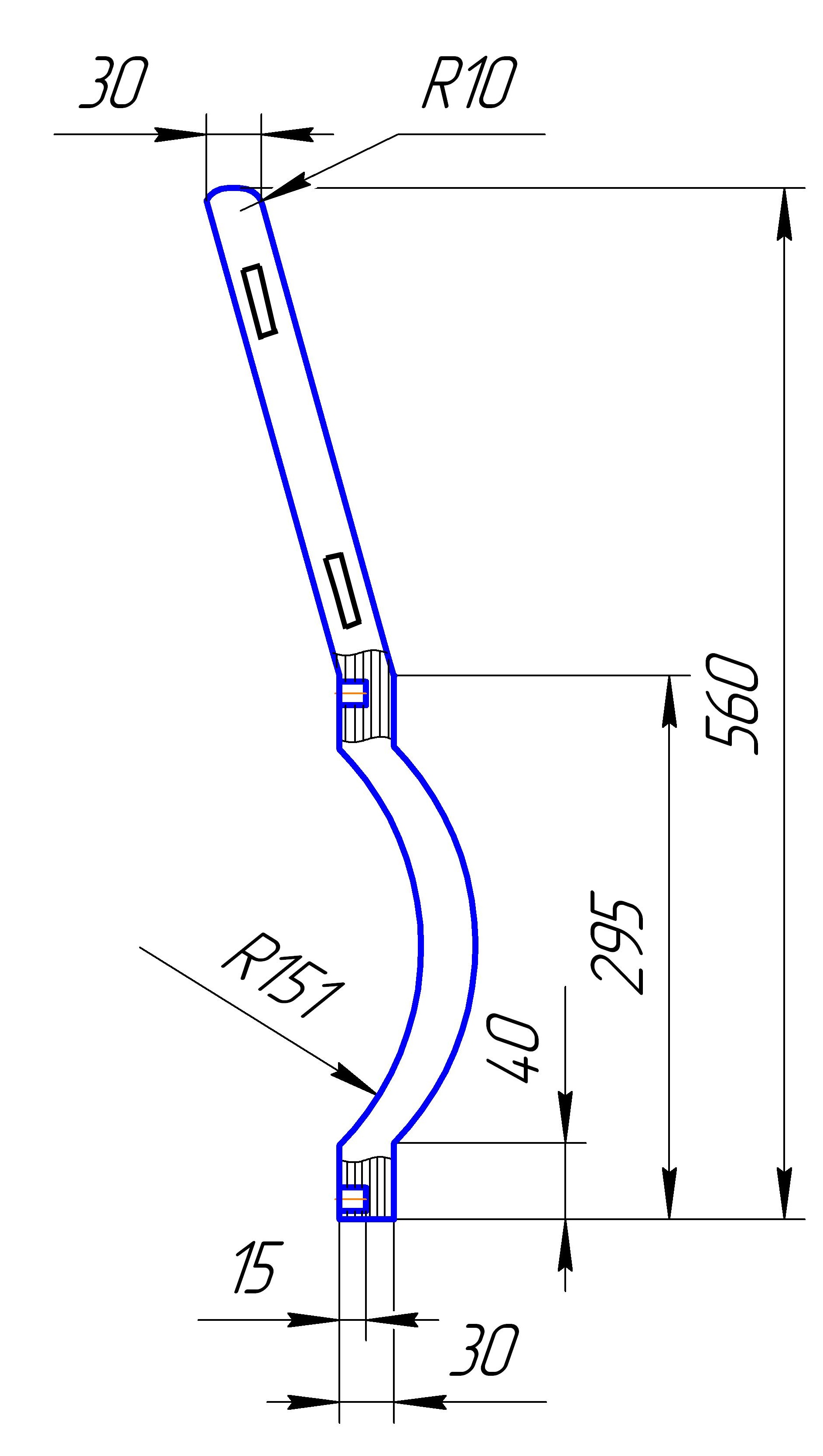
Рисунок 12 – Чертеж детали Ножка задняя
Для изготовления детали необходимо:
склеить доску и брусок размерами 60х30х510мм и 80х30х120мм, как показано на рисунке 11;
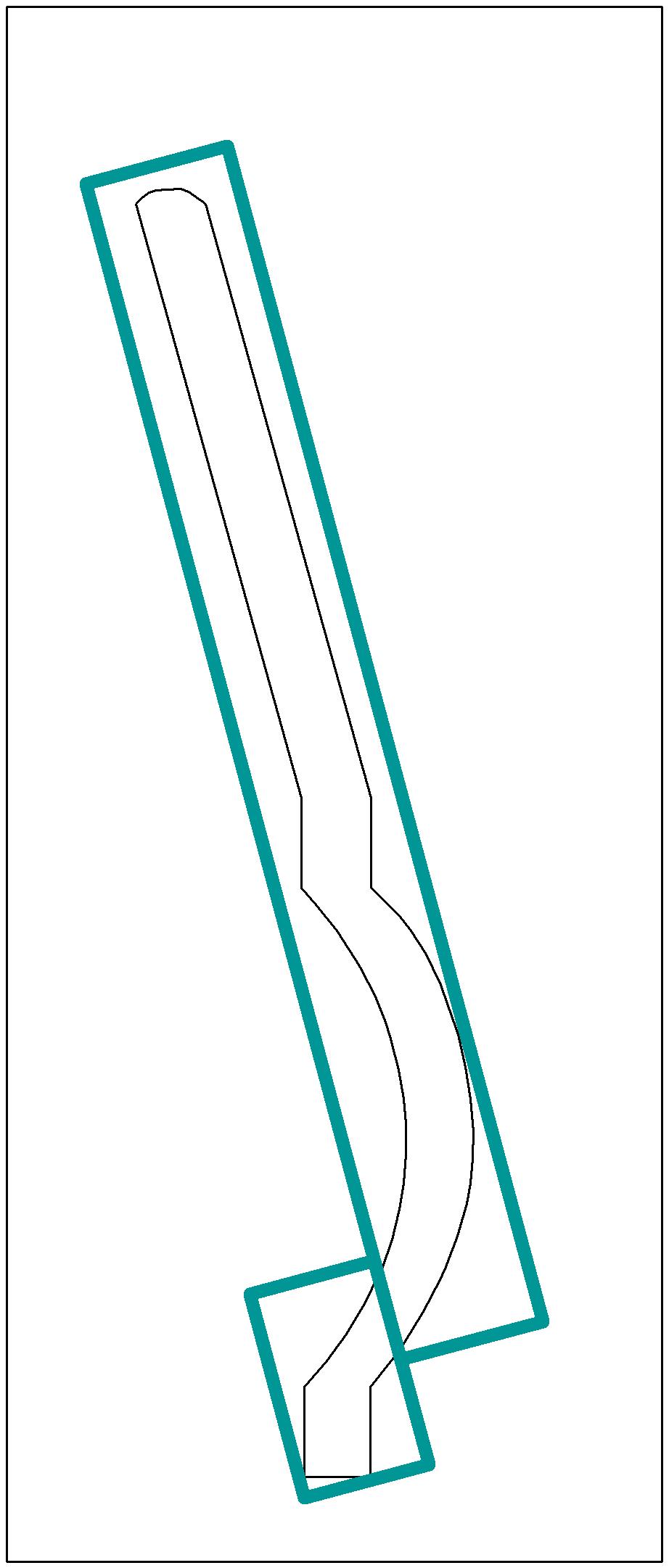
Рисунок 11- Расположение бруска и доски при склеивании
обвести по шаблону контур детали на заготовке;
электролобзиком выпилить заготовку по контуру;
отметить места расположения гнезд;
для получения гнезд заготовку вначале надо разметить в продольном и поперечном направлениях. Отложить длину и ширину гнезда;
долбить гнезда с помощью долота или стамески. Лезвие долота ставят параллельно линии поперечной разметки на расстоянии примерно 1 см от торца и фаской в сторону дна проушины. Удерживая долото строго вертикально, по нему наносят удары киянкой. Долбят поочередно от обеих линий поперечной разметки;
зачистить стамеской гнезда.
Ножка передняя (КР 002 001 002, рис.13)
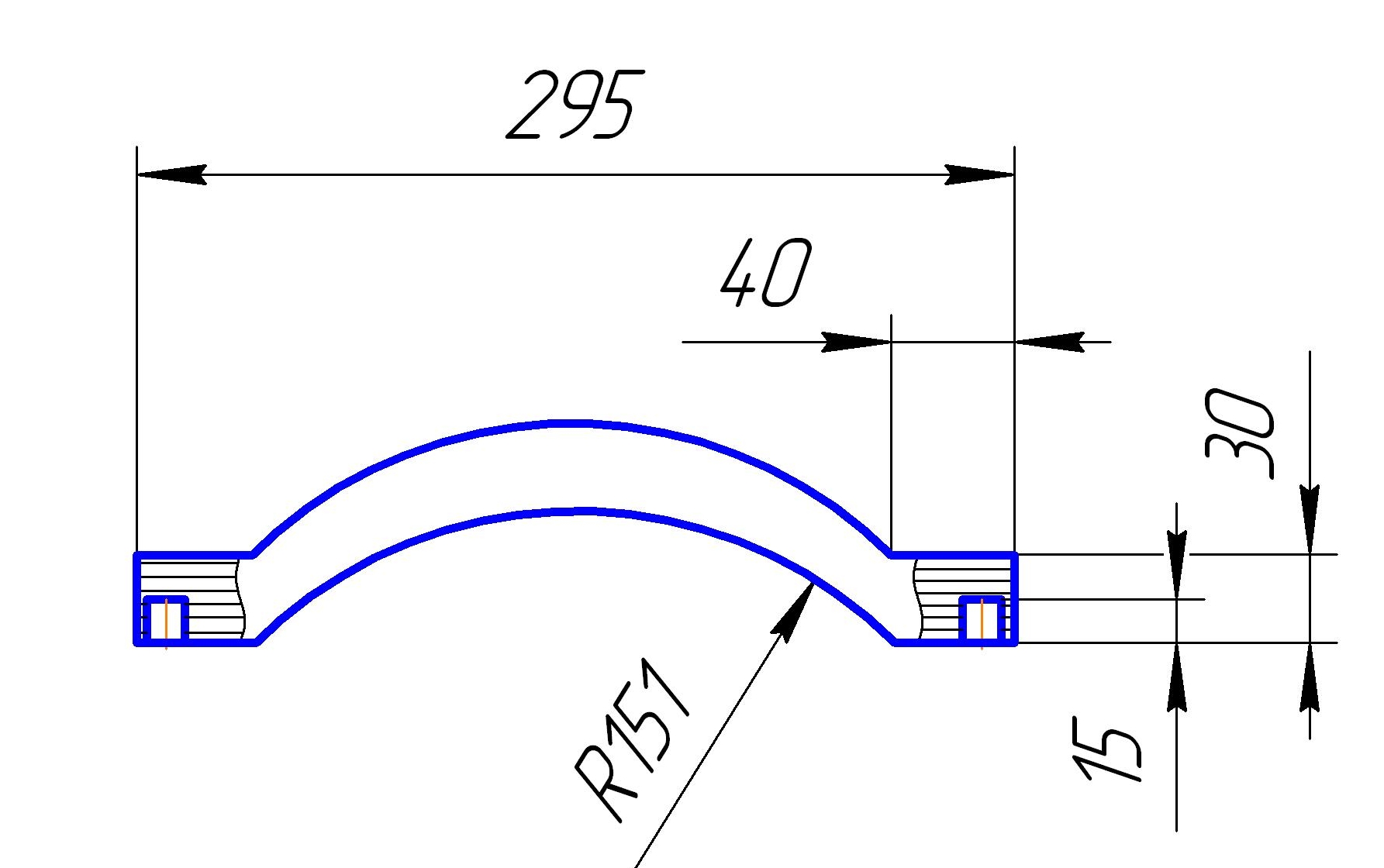
Рисунок 13 – Чертеж детали Ножка передняя
Технология получения детали:
выбирают заготовку- брусок размером 33х81х300мм.
вычерчивают деталь по чертежу;
выпиливают заготовку ручным электролобзиком по контуру;
шкуркой обрабатывают края заготовки, удаляют заусеницы и т.п.;
отмечают места расположения гнезд, наносят разметку долотом с одной стороны;
долото устанавливают фаской, обращенной внутрь, у размягченной риски и легкими ударами киянки по ручке углубляют его в древесину заготовки (рис.14);
долото вытаскивают, ставят, несколько отступая, внутрь гнезда и вновь ударяют киянкой по ручке;
покачивая долото, вынимают древесину и таким образом продолжают долбление;
стамеской зачищают гнездо.
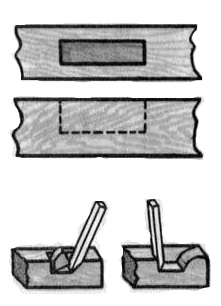
Рисунок 14 – Изображение получения гнезда
Царга (КР 002 001 003, рис.15)
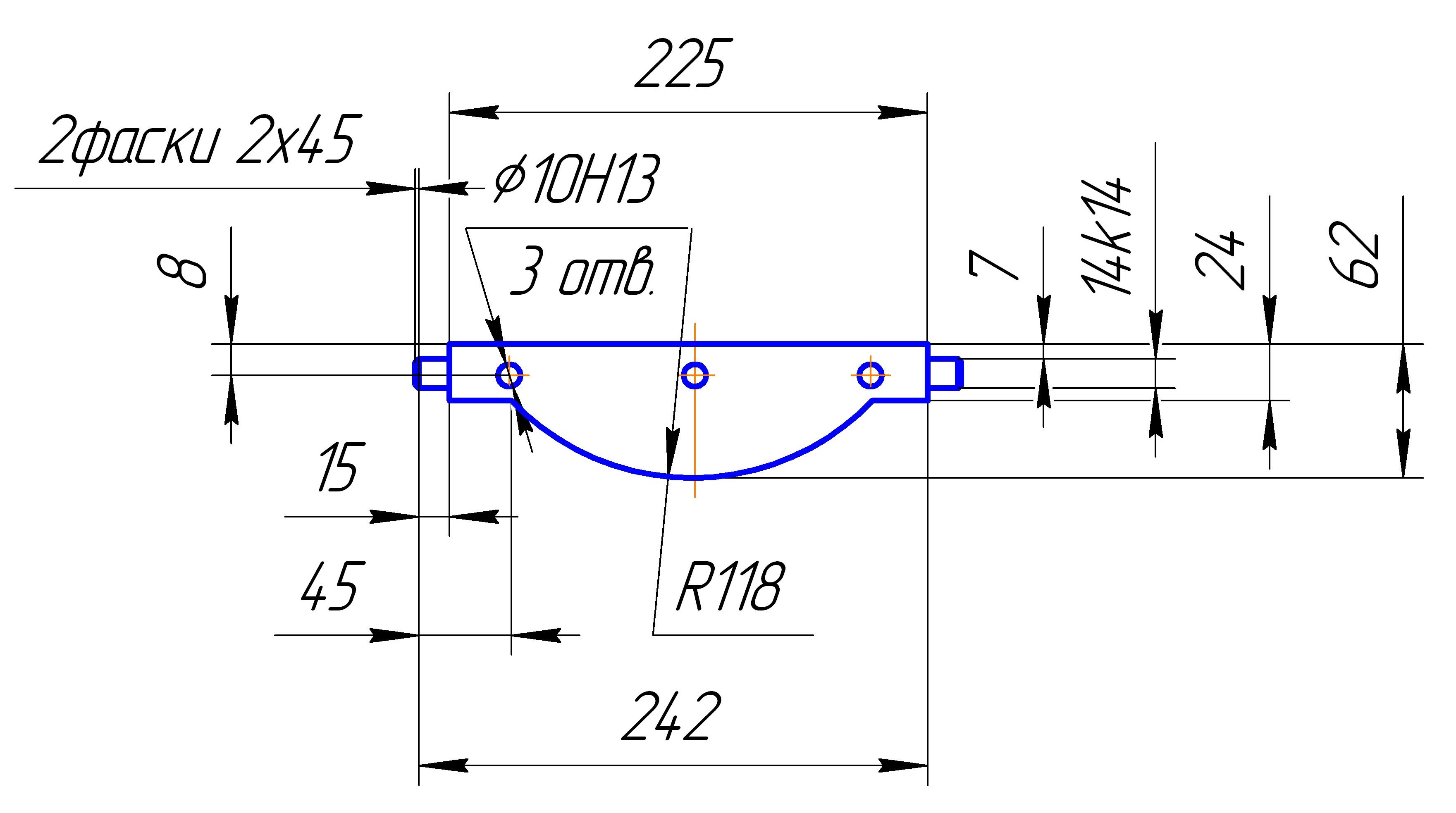
Рисунок 15 – Чертеж детали Царга
Технология получения детали:
выбирают заготовку- брусок размером 33х72х250мм.
вычерчивают деталь по чертежу;
выпиливают заготовку ручным электролобзиком по контуру;
шкуркой обрабатывают края заготовки, удаляют заусеницы и т.п.;
для получения шипов заготовку вначале размечают в продольном и поперечном направлениях. Размечают шипы с обеих сторон заготовки. На той ее части, которую надо удалить, карандашом делают пометку. Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от базового торца вдоль ребер;
после разметки шипы запиливают, используя пилу с мелкими зубьями;
пропил ведут рядом с разметочной линией по удаляемой части заготовки, не заходя за линию поперечной разметки. Затем проводят поперечное спиливание участков древесины ("щечек") для получения шипа. Пилят также мелкозубой пилой по удаляемой части древесины. "Щечки" спиливают поочередно сначала с одной стороны заготовки, затем - с другой.
у полученных шипов выполняют заходные фаски, для этого обрабатывают его грани на ленточном шлифовальном станке;
отшкуривают заготовку на ленточном шлифовальном станке;
сверлят отверстия на заданную глубину.
Спинка (КР 002 000 003, рис.16)
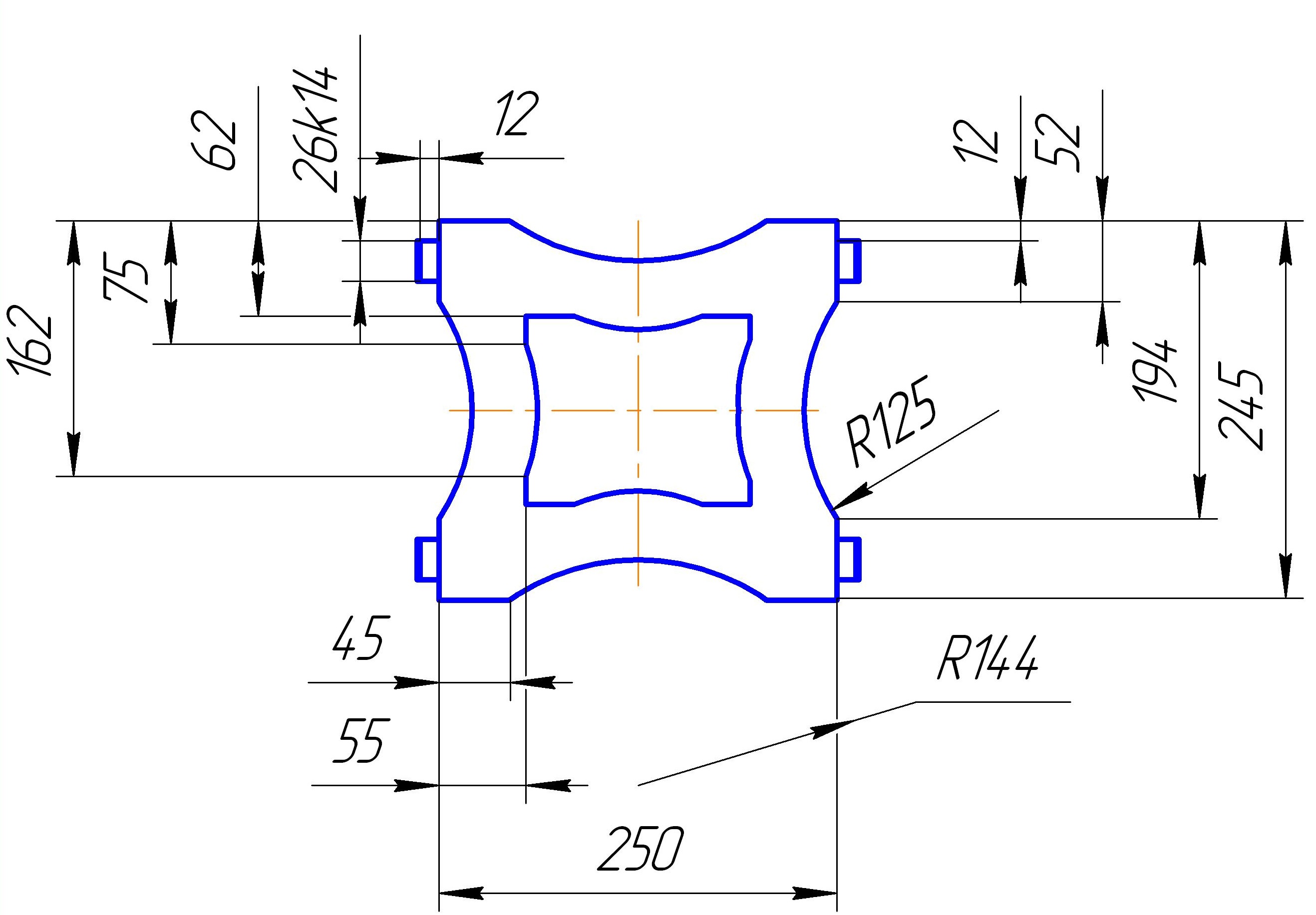
Рисунок 16 – Чертеж детали Спинка
Технология получения заготовки:
берут заготовку фанеры 250х250мм, толщиной 12мм, водостойкую (ФК), шлифованную с двух сторон (Ш2);
вычерчивают деталь по чертежу или обводим по заранее подготовленному трафарету;
выпиливают заготовку ручным электролобзиком по внешнему контуру;
кромки обрабатывают от заусениц напильниками или шкуркой;
для получения шипов заготовку размечают в продольном и поперечном направлениях. Размечают шипы с обеих сторон заготовки. На той ее части, которую надо удалить, карандашом делают пометку. Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от базового торца вдоль ребер;
после разметки шипы запиливают, используя пилу с мелкими зубьями;
у полученных шипов выполняют заходные фаски, для этого обрабатывают его грани на шлифовальном станке;
для получения внутреннего сквозного отверстия, в центре просверливают отверстие фрезой ø30мм;
затем выпиливают электролобзиком по контуру ненужную часть;
острые кромки зашкуривают или обрабатывают напильником.