

20 Стимулированное травление: область применения, типовые реакторы, зависимости скорости от внешних параметров процесса.
При проведении процессов травления в условиях ННГП процессы взаимодействия ХАЧ с поверхностью стимулируются потоками ионов, электронов и излучением плазмы. Однако столь широкий спектр одновременного воздействия различных стимулирующих факторов не дает возможности выделить вклад каждого из них в процесс травления и независимо управлять его параметрами. Невозможность точного выделения стимулирующего воздействия плазмы, а также независимого управления его параметрами без изменения параметров других воздействий и потоков частиц приводят:
· к значительному усложнению конструкции оборудования для реализации процессов травления за счет обеспечения высокой точности и стабильности поддержания операционных параметров;
· к необходимости контролировать момент окончания травления слоев;
· к большому разбросу геометрических и электрофизических параметров обрабатываемых структур, особенно при групповых способах обработки;
· к ограничению функциональных возможностей процессов травления по скорости, селективности, разрешению и однородности обработки.
Поэтому в последние годы все больший интерес исследователей, технологов и разработчиков оборудования привлекают процессы радиационно-стимулированного травления (рис. 4.10.1 и 4.10.2). При РСТ поток стимулирующего воздействия и поток частиц, производящих травление, генерируются и подаются к обрабатываемой поверхности независимо друг от друга. В качестве ХАЧ, обеспечивающих травление, могут использоваться как молекулы газов, так и свободные атомы и/или радикалы. В первом случае травление называется радиационно-стимулированным газовым, во втором - радиационно-стимулированным радикальным. В качестве стимулирующего воздействия применяются потоки ионов (ионно-стимулированное травление), электронов (электронно-стимулированное травление) и излучений (фотонно-стимулированное травление). Фотонно-стимулированное травление в зависимости от вида излучения подразделяется на процессы, стимулированные инфракрасным излучением, излучением в видимой области спектра, ультрафиолетовым и рентгеновским излучением, а в зависимости от источника излучения - на лазерное, ламповое и синхротронное.
При анализе механизмов газового и радикального РСТ следует различать два случая: когда молекулы газа или радикалы могут спонтанно (самопроизвольно) травить материал без радиационного воздействия и когда спонтанное травление материала невозможно. В первом случае роль радиационного воздействия заключается в повышении скорости (стимулировании) спонтанного травления, а во втором параметры радиационного воздействия (вид, энергия и интенсивность) непосредственно определяют скорость травления материала. Модель РСТ материала включает следующие основные стадии:
1. Генерация химически активных частиц из молекул рабочего газа при радиационно-стимулированном газовом травлении.
2. Доставка ХАЧ к поверхности обрабатываемого материала с помощью диффузии и газового потока.3. Адсорбция газовых молекул и химически активных частиц на поверхности обрабатываемого материала.
4. Образование продуктов реакции.
5. Рекомбинация химически активных частиц на поверхности материала.
6. Удаление с поверхности материала продуктов реакции и адсорбированных частиц.
Фотонно-стимулированное травление и очистка материалов связана с воздействием излучения:
1)на газовую фазу с генерацией радикалов или возбуждением газовых молекул;
2)на адсорбированный слой с генерацией в нем радикалов и стимуляцией процессов десорбции и испарения;
3)на материал с возбуждением его электронов, решетки и нагреванием локальных областей.
Варианты конструкций систем фотонно - стимулированного травления разнообразны. Излучение может быть направлено как перпендикулярно, так и параллельно поверхности материала. В первом случае воздействие осуществляется на обрабатываемый материал и газовую фазу одновременно, во втором — только на газовую фазу. Кроме того, в каждом случае излучение может быть сфокусировано с помощью линз.
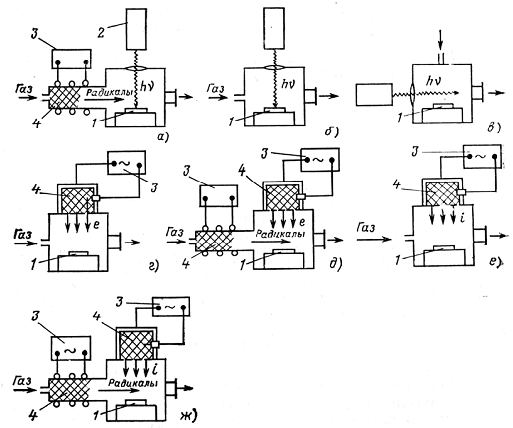
Рис. 4.10.2. Системы радиационно-стимулированного травления: а -фотонно-стимулированное радикальное травление; б,в - фотонно-стимулированное газовое травление; г - электронно-стимулированное газовое травление; д - электронно-стимулированное радикальное травление; е - ионно-стимулированное газовое травление; ж - ионно-стимулированное радикальное травление. Обозначения: 1 - обрабатываемый материал, 2 - источник излучения, 3 - генератор плазмы, 4 - зона плазмы
Скорость фотонно - стимулированного травления в том случае, когда излучение падает перпендикулярно поверхности обрабатываемого материала, всегда выше, чем при воздействии излучения только на газовую фазу (падение параллельно поверхности), и может быть в десятки раз больше скоростей плазмохимического травления. При фотонно - стимулированном травлении достигается высокая селективность травления материалов, не уступающая, а во многих случаях даже превосходящая селективность плазмохимического травления. Анизотропия фотонно - стимулированного травления материалов, определяющая пространственное разрешение, зависит от лимитирующей стадии процесса. Равномерность фотонно - стимулированного травления зависит от распределения интенсивности излучения по диаметру пластины и может составлять больше 95 % при диаметре 100 мм для ламп и источников рентгеновского излучения. При использовании сфокусированных лазерных лучей обработку проводят в сканирующем режиме, производительность которого весьма низка для внедрения в промышленное производство.
Электронно-стимулированное травление. Процессы электронно - стимулированного травления характеризуются сравнительно малыми скоростями, поскольку электронный поток вызывает преимущественно десорбцию частиц с поверхности и применяется только для очистки их поверхностей. При радикальном травлении скорость процесса при электронной стимуляции значительно возрастает, что связано с эффективной очисткой активных центров.
Показатель анизотропии увеличивается при электронной стимуляции процесса и может возрастать в несколько раз. В процессе электронно-стимулированного радикального травления материалов можно эффективно и в широких пределах управлять селективностью травления одного материала относительно другого. Равномерность процесса зависит от распределения, как потока радикалов, так и потока электронов по поверхности пластины, и можно легко достичь уровня, необходимого для промышленного производства. Электроны при энергиях 50 - 200 эВ, используемых в процессах электронно-стимулированного травления, не могут вносить дефекты в обрабатываемые материалы и нагревать образцы до высоких (больше 120°С) температур. Основным видом загрязнений поверхности после травления могут быть только полимерные пленки, которые легко удаляются в присутствии кислорода.
Ионно-стимулированное травление. В настоящее время в технологии микроэлектроники этот процесс используется наиболее интенсивно. Механизм ионно-стимулированного газового травления материалов при различных комбинациях системы ион - газ аналогичен механизмам РИЛТ. В процессе ионно-стимулированного газового травления в ионный источник подается инертный газ, из атомов которого формируется пучок ускоренных ионов, направляемый на поверхность обрабатываемого материала. Одновременно к поверхности материала подается химически активный (рабочий) газ. Соотношение между плотностью потока рабочего газа и плотностью тока пучка ионов инертного газа составляет обычно больше, чем 50:1. Это приводит к тому, что давление рабочего газа около обрабатываемой поверхности на один - два порядка больше, чем давление инертного газа в источнике.
Таким образом, значительно (в 5 - 10 раз) увеличивается скорость травления за счет вклада химической составляющей. Одновременно повышается селективность травления материалов. Вклад химической составляющей в скорость травления зависит также от адсорбционной способности молекул рабочего газа к обрабатываемой поверхности и увеличивается с понижением температуры. В качестве рабочих газов при ионно-стимулированном газовом травлении могут использоваться газы и соединения, которые спонтанно могут травить обрабатываемый материал без ионной бомбардировки, а также газы, которые производят травление только в присутствии ионной бомбардировки. Очевидно, что в случае ионно-стимулированного газового травления скорость травления материала при установившейся температуре его поверхности будет зависеть от вида, энергии и плотности тока ионов, вида и потока химически активного газа. Равномерность травления определяется распределением плотности ионного тока и плотности потока химически активного газа по поверхности материала, а анизотропия травления зависит от угла падения на поверхность ионов и молекул химически активного газа.
Скорости травления при фиксированных значениях энергии и плотности тока ионного пучка возрастают с увеличением расхода химически активного газа. Причем рост скорости травления зависит от вида как инертного, так и химически активного газа. Максимальные скорости травления кремния для фиксированных ионов инертного газа наблюдаются при использовании в качестве химически активного газа CF4 и уменьшаются в ряду CF4, CF3CI, CF2C12. Это связано с тем, что травление кремния осуществляется атомами фтора.
Наибольшие скорости травления GaAs, InSb и алюминия для фиксированных ионов инертного газа уменьшаются в ряду CF2Cl2, CF3CI, CF4. Такая закономерность связана с тем, что соединения группы A3B5 и алюминий образуют летучие соединения с атомами хлора, а не фтора. Подача водорода ненамного (в 1.3—2 раза) увеличивает скорости травления исследуемых материалов, однако значительно повышает чистоту и воспроизводимость процесса ионно-стимулированного газового травления от цикла к циклу, очевидно, за счет восстановления равновесных оксидов и отсутствия углеродных загрязнений на поверхности материалов. Зависимости скорости ионно-стимулированного газового травления материалов от энергии ионов коррелируют с соответствующими зависимостями коэффициента физического распыления. Однако переход с линейного участка зависимости скорости травления от энергии ионов на более пологий происходит при ионно-стимулированном газовом травлении в диапазоне энергий 120 -150 эВ, тогда как при физическом распылении - при энергиях 400 - 800 эВ. Это показывает, что ионно-стимулированное газовое травление обладает значительно меньшей пороговой энергией по сравнению с процессом физического распыления. Скорость травления материалов линейно зависит от плотности ионного тока, что объясняется пропорциональностью между скоростью травления и числом актов взаимодействия ионов с адсорбированными на поверхности молекулами химически активного газа. Такая зависимость характерна для потоков молекул химически активного газа, значительно превышающих поток ионов на поверхность. Селективности травления материалов в процессе ионно-стимулированного газового травления значительно выше, чем при ионно-лучевом травлении, и достигают 5 - 20 для различных комбинаций материалов Особенно велика селективность ионно-стимулированного газового травления тех материалов, один из которых травится спонтанно химически активным газом, а другой — нет (например, мышьяк и никель).
В процессе ионно-стимулированного газового травления можно управлять анизотропией травления и формой профиля получаемых элементов, варьируя угол падения на поверхность материала потоков ионов и химически активного газа. Выбором соответствующих комбинаций материал - ион - химически активный газ можно достичь очень больших значений показателя анизотропии (около 100) и получить высокое разрешение (0.02 мкм). Ионно-стимулированное газовое травление позволяет получать структуры субмикронных размеров с самым большим отношением глубины травления к ширине элемента (например, для GaAs - от 35 до 50). К сожалению, обеспечение равномерности ионно-стимулированного газового травления на больших площадях представляет собой сложную техническую задачу из-за перераспределения плотности молекул химически активного газа после выхода из сопла коллектора. Для лучших систем ионно-стимулированного газового травления высокая равномерность травления (95%) получена на площади диаметром не более 2 см. В настоящее время малая площадь обработки, на которой обеспечивается высокая равномерность травления, является основным сдерживающим фактором на пути внедрения ионно-стимулированного газового травления в промышленное производство микросхем.