

1. Ливарне виробництво
Ливарне виробництво - галузь машинобудування, яка виробляє фасонне лиття та лиття для заготовок із різних металів і сплавів. Фасонним литтям отримують відливки, близькі за формою та розмірами до готових виробів. Лиття для заготовок - це зливки, призначені для подальшої обробки тиском (прокатка, кування, штампування тощо) або механічної обробки на металорізальних верстатах. Лиття є важливим та економічно вигідним способом виробництва. У машинобудуванні більше 50% машин, що випускаються, становлять литі вироби. Наприклад, маховики, блоки циліндрів, колінчасті та кулачкові вали, станини верстатів, пресів, молотів, поршні. Маса відливків коливається в межах від декількох грамів до кількох сотень тон. Технологія виробництва відливків складається з таких основних процесів: виготовлення моделі відливків, виготовлення форми, приготування рідкого металу (чавуну чи кольорових металів), заливання у форми, вибивання з форми, очищення відливків та їх контроль. Застосовують такі способи фасонного лиття: в пісочні форми, в оболонкові форми, за моделями, що виплавляються (лиття в разові форми), в кокіль, на машинах під тиском, доцентрове (лиття в постійні форми) тощо.
Нині є спеціальні способи лиття з підвищеною точністю та мінімальним обсягом подальшої механічної обробки отриманих виробів.
У ливарному виробництві застосовується багато різних сплавів на основі Ре, АІ, Мg, Си, 2п, Со, Ni, Ті тощо. Найбільш широко використовуються сталь і чавун для лиття. В багатьох випадках лиття - єдиний спосіб виготовлення потрібних деталей (особливо для виробів складної конфігурації).
Обладнання та всі технологічні процеси способів лиття детально описані в літературі про металургійне виробництво. Пресформи, кокілі та інше обладнання для лиття виготовляють з легованих жароміцних сталей ЗХ2В8, ЗХВ8, 5ХНМ, Х12М тощо. При правильній експлуатації пресформ залежно від складності відливків і сплавів термін служби їх може досягати такої кількості запресовувань: для 2п - 300-500, для Мg - 80-100, для АІ - 30-50, для Си - 5-20.
Найпрогресивніший спосіб лиття - під тиском. Це зумовлено його високою продуктивністю та автоматизацією (до 1800 циклів за годину), знижується трудомісткість у 10-12 разів. Недолік - висока вартість пресформи.
2. Обробка металів тиском
Обробка металів тиском також посідає важливе місце в промисловості: 90% виплавленої сталі, 55% кольорових металів та їх сплавів піддаються обробці тиском. Це високопродуктивний процес. Способом прокатки виготовляють рейки, балки, труби, листи, дріт та інший сортамент (75%), решту 15% виробів отримують шляхом кування, штампування, волочіння і пресування.
Штамповані та ковані деталі широко застосовуються при виготовленні автомобілів, тракторів, верстатів, танків, літаків, ракет, тепловозів, а також предметів широкого вжитку. Обробка металів тиском - безвідходна технологія, яка є високо-економічним процесом.
Прокатка може бути гарячою і холодною. Нині 80% всієї виплавленої сталі та близько 55% виплавлених кольорових металів піддаються прокатці на прокатних станах. Найсучасніші та найдосконаліші - це неперервні стани.
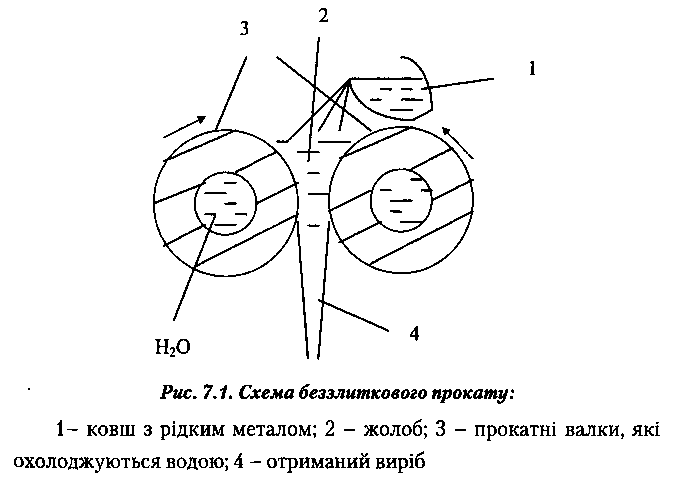
Впровадження беззлиткового прокату - досягнення останніх років, таким чином спрощується та здешевлюється процес отримання виробів (листів, смуг, стрічок, дроту тощо), при цьому виключається відливання злитків у виливницях і підготовка заготовок до прокатки (див. рис. 7.1):
Волочіння - процес обробки металу тиском, при якому заготовка протягується через отвори - волоки, розміри якого менші за розміри перерізу вихідної заготовки. В результаті отримується виріб з постійним перерізом по всій довжині.